
Lösningar för kostnadseffektiv bearbetning av balkar för landningsställ av hög kvalitet
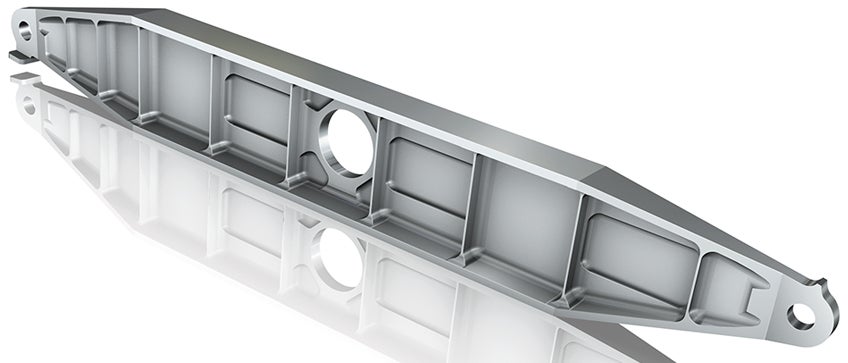
På flygplanskroppen sitter flera strukturkomponenter som tillverkas av titan. Landningsställsbalken är ett exempel på en komponent med tunnbottnade sektioner. Bearbetning av strukturkomponenter inom flygindustrin innebär ofta utmanande förhållanden, som tunna golv och väggar, djupa fickor och snäva hörn. Vi hjälper er att klara dessa utmaningar med hjälp av specialanpassade verktyg och metoder.
Vanliga utmaningar vid bearbetning av strukturdetaljer:
- Låg produktivitet
- Vibrationer
- Utböjning av verktyget och komponenten
- Kort skärlivslängd
- Spånstockning
- Tidsödande process
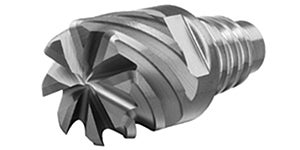
CoroMill® MH20 – Fickfräsning med hög matning
Vid bearbetning av djupa fickor, särskilt smala och djupa fickor, krävs långa överhäng. Detta är ett utmanande förhållande med stor risk för vibrationer. CoroMill® MH20 är optimerat för fickfräsningsapplikationer i materialen ISO S, M och P, och garanterar säker och vibrationsfri bearbetning med långa överhäng.
Läs mer om CoroMill® MH20
CoroMill® Plura HFS – Stabil strategi för sidfräsning med hög matning
Frässtrategier med stora verktygsingrepp skapar värmeutveckling och orsakar överdrivet stora skärkrafter, vilket är krävande för verktyget. En stabilare och säkrare strategi är att programmera för ett stort axiellt skärdjup (ap) och ett litet radiellt ingrepp(ae) tillsammans med en kontrollerad maximal spåntjocklek för att kontrollera skärkrafterna. Detta tillåter bearbetning med hög matning och ökad skärhastighet för att uppnå en hög avverkningshastighet.
Läs mer om CoroMill® Plura HFS ISO S

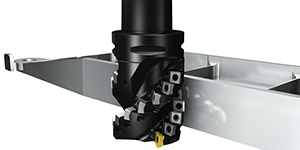
CoroMill® 316 – bearbetning av tunnbottnade sektioner
För att klara utmaningarna vid bearbetning av tunnväggiga bottnar har Sandvik Coromant utvecklad en särskild bearbetningsstrategi:
- Verktygsväg med spiralinterpolering för maximal detaljstabilitet och mindre avböjning i botten.
- Optimerat återstående gods för finbearbetning med minimala axiella skärkrafter
- Hörnen bearbetas genom "slicing"
- Optimerat ap/ae-förhållande för minimerade skärkrafter och komponentavböjning
Optimerade sorter för titanfräsning
S30T och S40T finns för en mängd CoroMill®-fräsar för planfräsning, fräsning mot skuldra, valsfräsning, dykfräsning, fräsning med hög matning, profilfräsning och spårfräsning. Tillsammans uppnår dessa två sorter en helt ny nivå av tillförlitliga och bestående prestanda.
Frässkär och sorter för titan och HRSA

Sorten S30T för hög hastighet och lång skärlivslängd
S30T har utvecklats med inriktning på produktiv titanfräsning. Den kombinerar mikrokornig hårdmetall med en slittålig PVD-beläggning. Det ger mycket vassa skäreggar som motstår materialutmattning och mikrourflisning – för hållbarare skäreggar, vilket innebär längre tid i ingrepp vid högre hastigheter.

Sorten S40T för svåra förhållanden
S40T har utvecklats för svåra förhållanden och kombinerar hårdmetall med hög seghet och en tunn CVD-beläggning. Resultatet är en sort som tål vibrationer och andra svåra skärbetingelser för längre tid i ingrepp. Förslitningen är förutsägbar, vilket gör skäreggen gradvis slöare utan att den bryts.
S30T och S40T – Produktivitet och säkerhet vid titanfräsning

CoroMill® Plura – för finbearbetning av 2D-ficka och hörnfräsning – "slicing"
De solida hårdmetallpinnfräsarna är perfekt val för finbearbetning av 2D-fickor. Med dessa pinnfräsar som utvecklats för titan kan du utan vibrationer bearbeta djupa fickor vid höga metallavverkningshastigheter.
Andra fördelar är hög noggrannhet och lång livslängd vid höga skärdata.
CoroMill® Plura kombinerad med "slicingmetod" är idealiskt vid bearbetning av hörn i titankomponenter. Flera passeringar tar stegvis bort material och säkerställer konsekvent lågt radiellt ingrepp/ingreppsvinkel och låga skärkrafter.

CoroMill® 300 – grov planfräsning
Programmera en medurs inrullning in i ingreppet (moturs löser inte problemet med tjocka spånor). Genom att skäret rullar in i ingreppet är spåntjockleken vid utgången alltid noll, vilket möjliggör högre matning och längre livslängd. En rundskärsfräs ger bästa produktivitet och livslängd, tack vare ställvinkeln och spånförtunningen. CoroMill® 300 med S30T och S40T har ett alternativ för invändig skärvätsketillförsel och tät tandning, som därför är optimalt för titan. Finns nu i skärstorlekar upp till 20 mm (metriskt) eller 1,0" (tum).

CoroMill® 690 – 2D-profilfräsning
För den här operationen har vi en total lösning från grovbearbetning ända till finbearbetning. Det bästa valet för grovbearbetning är CoroMill® 690 med de optimerade titansorterna S30T och S40T. Skärens axiella infästning är inbyggd i skärets underkant för att förhindra rörelser och möjliggöra höga spånavverkningshastigheter med bibehållen säkerhet. Utformningen gör att det är lättskärande och använder minimal effekt. Varje skärvätskehål är gängat för att kunna använda munstycken med mindre diametrar för applikationer med högtryckskylning.
Grovbearbetning av 2D-ficka – Alternativ 1
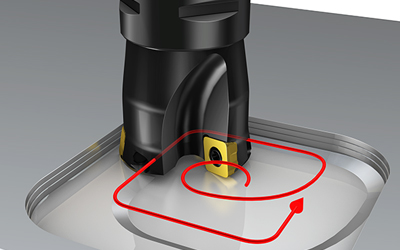
För grovbearbetning av 2D-fickan används den cirkulära rampningsmetoden med lågt skärdjup men upp till 1,0 mm matning per tand, tillsammans med högmatningsfräsen CoroMill® 210 eller CoroMill® MH20. Dessa verktyg tillhandahåller en lätt och snabb teknik med utmärkt spånavverkningshastighet och lämpar sig för alla maskinkoncept och konfigurationer.
Fördelarna med den cirkulära rampningen är färre verktyg (inga borrar behövs) och flexibilitet – kan producera en mängd olika hålstorlekar. Alternativa verktyg som använder samma programmeringsteknik är rundskärsfräsar som t.ex. CoroMill® 300.
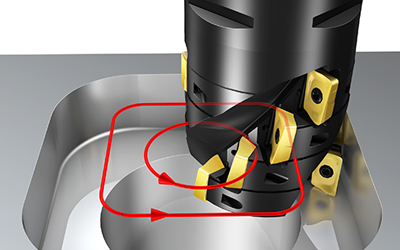
Grovbearbetning av 2D-ficka – Alternativ 2
Öppning av en 2D-ficka genom spiralinterpolering med valsfräsen CoroMill 390 med 11 mm skär och den nya titansorten S30T ger utmärkta spånavverkningshastigheter. Håll en låg ingreppsbåge vid bearbetning av fickor – gör ett stort ingångshål (genom borrning eller spiralinterpolering), rulla in i ingreppet och programmera sedan med stor hörnradie för att undvika vibrationer i hörnen.
Högtryckstillförsel av skärvätska
Här är rekommendationen enkel: använd alltid skärvätska vid bearbetning av titan i stora mängder och om möjligt vid högt tryck. Högtryckskylning för fräsning i titan dubblerar verktygslivslängden jämfört med normalt skärvätsketryck. Den viktiga kritiska efterskärningen av spånor som skadar verktyget förhindras, eftersom spånorna blåses bort.
Rekommendationer:
- Använd skärvätska igenom spindel och verktyg
- Volym och tryck bör planeras noga i förhållande till skärvätskehålens antal och diameter samt aktuell operation
- Munstyckena bör vara små för maximalt tryck
- Rekommenderat tryck: minst 70 bar
- Rekommenderad volym: 50 liter/minut
CoroChuck™ 930
Tack vare sin utmärkta fastspänningsfunktion kan den här chucken erbjuda den bästa utdragssäkerheten på marknaden. Den ger utmärkt stabilitet och åtkomlighet i alla fräs- och borroperationer. En lösning som inte bara hjälper till att höja bearbetningssäkerheten och precisionen, utan också ökar produktionens effektivitet om snabb och enkel verktygskonfiguration och omriggning. För 100 % utdragssäkerhet finns en hylsa med mekanisk låsning för Weldon-skaft.

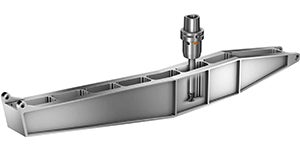
Huvudinfästning
Typiska komponenter till landningsställ är huvud/nos/centruminfästning, kolv/glidskena,... chevron_right
Fläktskiva
Den här komponenten är tillverkad av titan och har invändiga kammare som ska borras... chevron_right
Fläkthjul
Fläkthjulet sitter i APU-enheten. Bearbetningen av turbobladen är liknande för både... chevron_right
Optimerad fräsning för vibrationsfri bearbetning
CoroMill MH20 kompletterar befintliga produkter i CoroMill-sortimentet och fyller... chevron_right
