
Gereedschapshouder selectie

Gereedschapshouders worden gebruikt voor het vasthouden van ronde schacht gereedschappen. Er zijn vele stijlen gereedschapshouders en de gekozen gereedschapshouder hangt af van:
- Toepassing: vingerfrees, boor, tap, ruimer
- Werkstukmateriaal en tolerantie
- Productie: hoog volume of gemengd
- Koelmiddel: droog, emulsie, MQL – inwendig of uitwendig
Gereedschapshouder vergelijking
In onderstaand tabel kunt u een vergelijking zien tussen de verschillende stijlen gereedschapshouders die u kunnen helpen de beste gereedschapshouder te kiezen.
 |  |  |  |  | |
| Hoge precisie hydraulischehouder | Krimphouder | Power chuck | ER spantanghouder | Weldon | |
| Beveiliging tegen uittrekken, koppel overdracht | Zeer goed | Zeer goed | Goed | Acceptabel | Zeer goed |
| Eenvoudig in het gebruik | Zeer goed | Acceptabel | Goed | Goed | Zeer goed |
| Hoge precisie | Zeer goed | Zeer goed | Goed | Acceptabel | Acceptabel |
| Flexibiliteit | Zeer goed | Goed | Zeer goed | Zeer goed | Acceptabel |
| Toegankelijkheid | Zeer goed | Zeer goed | Acceptabel | Goed | Acceptabel |
Cilindrische schacht
De cilindrische schacht wordt gelijkmatig opgespannen en wordt gebruikt voor de beste rondloopnauwkeurigheid voor frezen, draaien en ruimen. Bij gereedschap zonder plat vlak of borging kent het koppel- en de axiale kracht limieten, voordat de schacht verplaatst/beweegt in de houder.
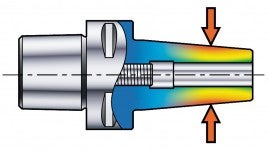
Hydraulische gereedschapshouder
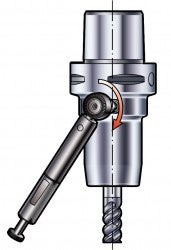
Het hydraulische membraan biedt een hoge spankracht en rondloopnauwkeurigheid. Het gebruik is zeer eenvoudig zonder dat extra apparatuur nodig is. Spanhulzen kunnen worden gebruikt, hetgeen het aantal houders dat nodig is reduceert en het mogelijk maakt dat koelmiddel wordt toegevoerd door het gereedschap heen (boren) of door de spanhulzen (frezen).
Krimphouder
Het gat van de houder is net iets kleiner dan de schachtdiameter, de houder wordt verwarmd om uit te zetten, voor het verwisselen van het gereedschap. Vanwege thermische expansie tussen de houder en de gereedschapsschacht, worden krimphouders voornamelijk gebruikt voor volhardmetalen ronde gereedschappen. Verwarmingsapparatuur is nodig om het gereedschap te wisselen en elke houder is slechts voor één schachtdiameter en koelmiddeltoevoer. Daarom is de krimphouder het best geschikt voor productie met een gereedschapinstelruimte voor het wisselen van het gereedschap.
Krimphouders bieden een goede toegankelijkheid en hoge rondloopnauwkeurigheid met gemiddelde tot hoge klemkracht.
ER Spantanghouder (DIN6499)

De rondloopnauwkeurigheid en opspankracht zijn niet zo goed als bij hydraulische houders of krimphouders. Echter, de zeer goede flexibiliteit met spantangen maken de ER spantanghouder tot een voordelige all-round houder voor boren en lichte freestoepassingen. De gereedschapswissel kan worden gedaan op de machine met een opspansleutel. Het gebruik een momentsleutel om de gereedschapshouder te bevestigen voorkomt overmatig aandraaien, waardoor de nauwkeurigheid zou afnemen en de gereedschapshouder zou beschadigen.
Schacht met plat vlak
Een schacht met vlak wordt gebruikt voor hogere koppeltoepassingen waarbij koppelveiligheid belangrijker is dan rondloopnauwkeurigheid.

Booradapter voor schacht ISO9766

De booradapter is geschikt voor gemiddelde tot grote boorbewerkingen. Het platte vlak is over de hele schacht, omdat de boor alleen comprimerende axiale krachten heeft (uittrekken is geen risico) maar heeft een axiaal vlak-contact met de adapter voor de beste stabiliteit. De booradapter verschilt van de Weldon-adapter in die zin dat het vlak van de adapter geslepen is en de schacht langer is voor optimale stabiliteit.
Weldon adapter voor schacht DIN 6535-HB
De Weldon of “frees” adapter was de traditionele gereedschapshouder die werd gebruikt voor freestoepassingen. De korte platte vlakken bieden koppelbestendigheid en uittrekbeveiliging. Echter, het nadeel van Weldon is de rondloopnauwkeurigheid, welke een belangrijke factor vormt voor de prestaties van freesgereedschap. Steeds vaker wordt dit type houder vervangen door een krimphouder of hydraulische opspanning.


Modulaire schroefkoppeling

De modulaire schroefkoppeling interface biedt vele voordelen voor frezen en kotteren. Voor kleinere machines betekent het vervallen van een houder dat kortere referentielengten mogelijk zijn, hetgeen de trillingen sterk reduceert. Voor kortere uitsteeklengten kunnen schachtmateriaal en vorm gemakkelijker worden geoptimaliseerd vergeleken met volhardmetalen gereedschappen.
Voor het frezen zijn langere hardmetalen gereedschappen kostbaar en wanneer alleen het uiteinde wordt gebruikt kunnen de gereedschapskosten aanzienlijk worden gereduceerd.
Machinekoppelingsadapters
Worden vooral gebruikt voor kleine en middelgrote machine spillen (HSK40/50/63 - steile conus #30, 40 - C3/C4/C5/C6). Alle andere houders bouwen lengten in de samengebouwde eenheid. Reduceer de meetkaliberlengte tot onder drie keer het flenscontact, om trillingen te reduceren en productiviteit te verhogen.

Cilindrisch – staal/volhardmetaal
De lengte van de schacht wordt geselecteerd, om de beste uitsteeklengte uit de gereedschapshouder te bieden. Staal wordt gebruikt tot 3×D en volhardmetaal tot 8×D.

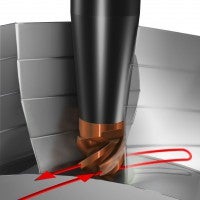
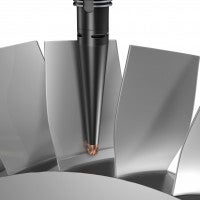
Conisch – staal/volhardmetaal
De conische vorm heeft een grote invloed op de stabiliteit. Conisch moet altijd worden toegepast waar de vrijloop dit toestaat en voor 5-assige bewerkingen. Het vervangen van conische volhardmetalen vingerfrezen heeft een grote invloed op gereedschapskosten. De conische schachtvormen zijn aanwezig in de cilindrische schachten, alsmede in de Coromant Capto® schachten voor staal.
G ondermaatse schachten – zwaar metaal
Bij meer dan drie keer de schachtdiameter is trilling altijd een probleem. Het optimaliseren van de uitsteeklengte tot het absolute benodigde minimum maakt het verschil. De G ondermaatste schachten zijn 0.3 mm 0.012 inch kleiner dan de snijdiameter en worden gebruikt in combinatie met speciale spanhulzen voor hydraulische spantanghouders. De schachtlengte kan gemakkelijk worden gewijzigd. Hun toepassingsgebied is van 3 tot 6 maal de schachtdiameter.

Cilindrische schacht met vierkante nok voor tappen
De tapadapters zijn ontworpen voor tapbewerkingen in machines uitgerust met automatische gereedschapswisseling. Een constructie voor trek- en drukkrachten compenseert voor de verschillen tussen spilvoeding en schroefdraadspoed. Zelfs micro-verschillen tussen berekende voeding en daadwerkelijke spoed van de tap kunnen leiden tot extreem hoge stuwkrachten op de tapflenzen en daardoor de snijdruk verhogen. Bij schroefdraadsnijden met een tap met cilindrische vierkante schacht, is het belangrijk een tapadapter te gebruiken met dezelfde maat als de schacht/vierkant.
Gesynchroniseerde tapkoppen

Gesynchroniseerde tapkoppen, zoals CoroChuck® 970, zijn gebaseerd op een micro compensator, welke radiale en axiale afwijkingen uitlijnt. Stuwkrachten op de tapflanken zijn gereduceerd , hetgeen resulteert in een betere oppervlaktekwaliteit en een langere standtijd. Gesynchroniseerde tapkoppen maken gebruik van ER-spantangen met een vierkante aandrijving. Het wordt niet aanbevolen een spantangte gebruiken zonder het vierkant, vanwege het grote koppel waardoor de tap gaat roteren in de spantang.
Snelwissel

Voor snelwissel tap adapters is het ook belangrijk om de juiste maat tap-adapter te gebruiken, anders is het risico van tapbreuk erg hoog evenals een slechte tolerantie van de uiteindelijke schroefdraad.
Om de beste resultaten te krijgen bij machines die niet zijn uitgerust voor gesynchroniseerde tapbewerkingen, moeten de volgende aanbevelingen worden aangehouden:
- Programmeer de machinevoeding 10% lager dan de theoretische waarde (schroefdraadspoed tpm). Hierdoor kan de tap precies op de spoed tappen
- Reduceer de tapdiepte met 10% om tapbreuk te voorkomen
- Bij het tappen van diepe gaten in zachte materialen, zoals bijvoorbeeld aluminium, moeten de voeding en diepte worden gereduceerd met 3-5%
Gereedschapshouder selectie/aanbevelingen
| Gereedschapshouder | Eerste keuze | Tweede keuze |
| Wisselplaatboor | Booradapter | |
| Boor met verwisselbare punt | Hoge precisie hydraulische gereedschapshouder (alleen gebruiken met spantang) Booradapter | |
| Volhardmetalen boor | Hoge precisie hydraulische gereedschapshouder Krimphouder | ER-spantanghouder |
| Ruimers | Hoge precisie hydraulische gereedschapshouder Krimphouder | ER-spantanghouder |
| Tappen | Gesynchroniseerde taphouder | ER-spantanghouder Snelwissel |
| Wisselplaatvingerfrees | Hoge precisie hydraulische gereedschapshouder | Weldon adapter |
| Verwisselbare kop vingerfrees | Hoge precisie hydraulische gereedschapshouder (grote werktuigmachines en lange uitsteeklengtes) | Verwisselbare kop adapter (kleine en gemiddelde bewerkingsmachines en korte uitsteeklengtes) |
| Volhardmetalen vingerfrees | Hoge precisie hydraulische gereedschapshouders Krimphouder | ER-spantanghouder |
Gereedschap instellen
Een goede kwaliteit bij draaien is voornamelijk afhankelijk van het gereedschapsysteem... chevron_right
Aan de machine aangepaste opspaneenheden — MACU
Gereedschapshouderprogramma Deze opspaneenheden en aangedreven gereedschapshouders... chevron_right
Gereedschapsconfiguratie
een goede kwaliteit bij het afsteken en groefsteken is grotendeels afhankelijk van... chevron_right
Toepassen van kotteren
Om een geoptimaliseerd kotterproces te realiseren, moet met verschillende factoren... chevron_right
