
Interpolatiedraaien
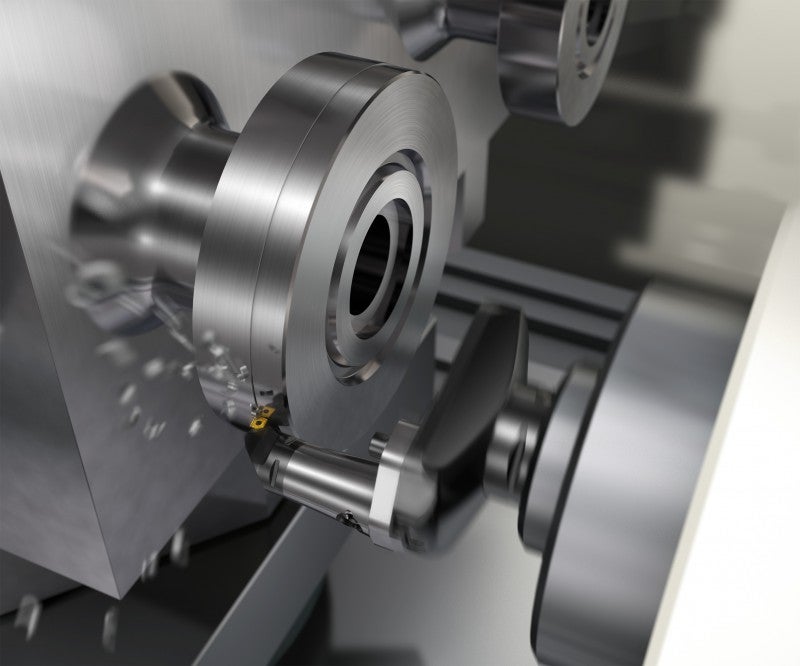
Interpolatiedraaien is ontwikkeld voor geavanceerde bewerkingscentra en B-as multi-task machines. Een draaibewerking kan worden uitgevoerd door interpolatie met de X- en Y-as in een cirkelvormige richting en het roteren van de machinespil gelijk aan de rotatiecontour.
De cirkelvormige beweging kan of toenemen of afnemen in diameter voor het produceren van vlakbewerkingen of om gecombineerd te worden met de Z-as om een asgat of buitendiameter te genereren.
Interpolatiedraaien versus de traditionele methode
Alle machineconcepten zijn ontwikkeld om multifunctionele opties te bieden. Draai-, boor- en freesbewerkingen kunnen worden uitgevoerd in glijkopmachines tot 5-assige bewerkingscentra. Draaibewerkingen maken gebruik van een machineas voor het roteren van het werkstuk rond de symmetrische as van het werkstuk.

Voor symmetrische kenmerken op asymmetrische onderdelen zijn kottergereedschappen gebruikt voor parallelle diameters op standaardbewerkingscentra. Echter, daar waar contouren vereist zijn, is normale circulaire interpolatie door middel van frezen of een W-as vereist om de vorm te genereren.
Interpolatiedraaien concurreert niet met de verspaningsefficiëntie van traditionele kotter- of draaibewerkingen, maar biedt echter wel een haalbare optie voor de traditionele manier.
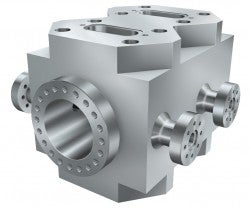
Interpolatiedraaien moet worden overwogen voor nieuwe machines, waar componenten symmetrische kenmerken hebben op niet symmetrische componenten, bijv. flenzen, afdichtingsgroeven en niet-parallelle asgaten.


Beperkingen van interpolatiedraaien
De beperkingen van de methode en machines zijn:
- Het aantal omwentelingen per minuut – snelheid van de X en Y tafelvoeding
- Programmeer ondersteuning – CAM cycli/post-processors
- Spilkoppel – omdat de spilmotor draait met een relatief laag toerental, mag de snedediepte van de draaibewerking niet overmatig zijn
- Spilkoppeling– de koppeling moet in staat zijn een hoger koppel over te dragen dan normaal vereist voor freesbewerkingen. Steilconus 50 of Coromant Capto® hebben een betere koppeloverdracht dan HSK-A
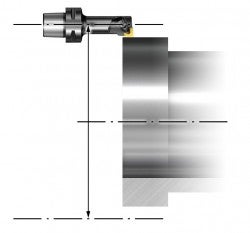
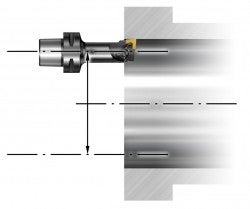
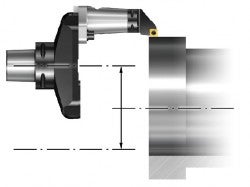
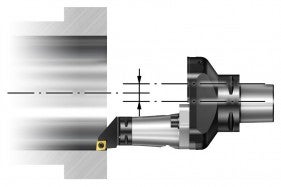
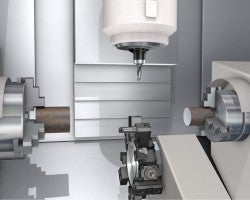
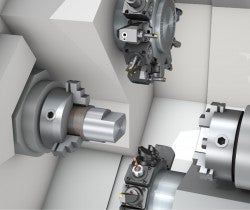
De afbeeldingen tonen het verschil in tafelbeweging tussen interpolatiedraaien met traditionele gereedschap offset en een gereedschap ontworpen voor interpolatiedraaien.
Belangrijkste voordelen van interpolatiedraaien

- Een flexibele oplossing die het mogelijk maakt bewerkingscentra met modulaire gereedschap set-ups te gebruiken in plaats van specifieke kottermachines met W-as vlakkoppen
- Het onderdeel kan volledig worden bewerkt zonder dat deze hoeft te worden verplaatst hetgeen bijzonder gunstig is voor grote, asymmetrische componenten
- Lagere investeringskosten voor gereedschap
- Aluminium bruggen zijn beschikbaar hetgeen helpt om het gewicht van de gereedschapssamenstelling binnen de gereedschapswissel- en magazijncapaciteit van de werktuigmachine te houden
Gereedschap overwegingen
- De gereedschapradius moet relatief dicht bij de componentradius worden gehouden welke wordt verspaand om de X, Y-beweging te beperken – d.w.z. grote componentradius moet snijgereedschap hebben met een grote radius of offset vanaf het middelpunt van de rotatie
- Daar waar langere profielen nodig zijn is het goed een gereedschapsradius te hebben groter dan de spilbehuizing. Dit verbetert de toegankelijkheid en proces-stabiliteit omdat de noodzaak voor lange slanke gereedschappen wordt gereduceerd
- Zorg dat het gereedschapsgewicht, moment en diameter binnen de capaciteit van het magazijn en gereedschapswisselaar blijven
Gereedschapoplossingen
Bestaande modulaire concepten worden gecombineerd om oplossingen op maat te bieden voor de vereisten van interpolatiedraaien – waarvan elk zijn positie heeft, afhankelijk van de diameter en geometrie van het component.








- Axiale Coromant Capto®-opspaneenheden voor snelwisseling met grote diameter kottergereedschap-slede voor axiaal gemonteerde klemhouder-units en vrijloop in de spilbehuizing
- Machinekoppeling adapters gecombineerd met Coromant Capto® draaisnij-units voor zowel inwendige als uitwendige bewerkingen
- Coromant Capto® offset-reductie opspaneenheden zorgen voor ruimte en een grote gereedschapsradius
- Gedempte kotterbaren met modulaire snij-eenheden voor diepe kottertoepassingen
- Modulaire draaiadapters en snijkoppen die worden vastgehouden in machine interface adapters bieden een grote offset en vrijloop voor profielbewerkingen
- Dankzij cassettes en geïntegreerde sledes voor grote kottergereedschappen kunnen gereedschappen met grotere diameters worden gebouwd voor vrijloop in de spilbehuizing
- Radiale Coromant Capto® opspaneenheden voor een grotere offset

Draaicentra
Draaicentra hebben functionele capaciteiten en multi-as capaciteiten. Dit betekent... chevron_right
Bewerkingscentra
Bewerkingscentra voldoen aan alle vereisten voor componenten en bewerkingen, zoals... chevron_right
Uitwendig draaien
Bij uitwendige draaibewerkingen wordt de buitendiameter van het werkstuk bewerkt.... chevron_right
Multi-task machine - Horizontaal
In een multi-task machine, kunt u verschillende snijprocessen en setups in één enkele... chevron_right
