
Draaicentra
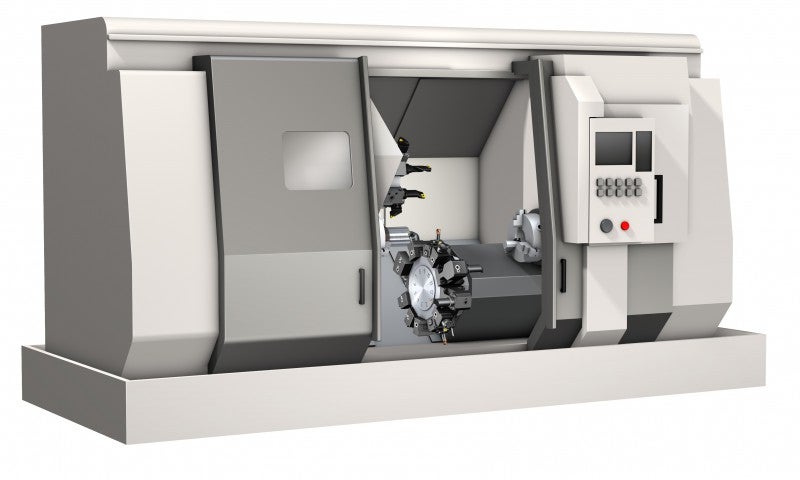
Draaicentra hebben functionele capaciteiten en multi-as capaciteiten. Dit betekent dat u een C-as, Y-as en aangedreven gereedschappen op de revolver kunt hebben, zodat u niet alleen draaibewerkingen kunt uitvoeren, maar ook frees-, boor- en tapbewerkingen.
Draaicentra machineconfiguratie
Er zijn verschillende machine-opties waar rekening mee gehouden moet worden afhankelijk van het type component dat wordt geproduceerd. Zorgvuldige overwegingen zullen een optimaal en veilig bewerkingsproces waarborgen.
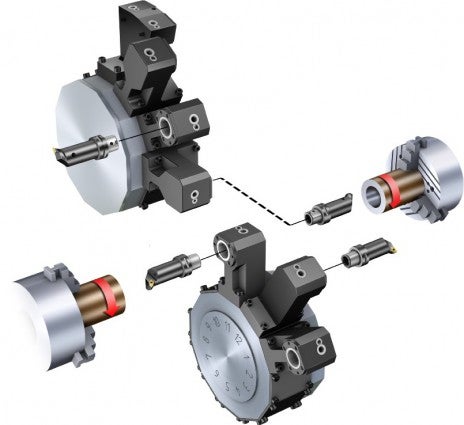
Turret-interface
De ontwikkeling van aangedreven gereedschapshouders heeft er toe geleid dat draaicentra echte multi-functionele machines zijn geworden.
De twee traditionele typen revolver – schacht en VDI werden ontwikkeld toen draaicentra alleen werden gebruikt om te draaien en voor centerlijn boren. Schacht en VDI zijn geschikt voor traditionele draaicentra.

Schacht gereedschaps-interface

VDI
CBI (Coromant Capto® Bolt interface) is zeer geschikt voor multifunctionele draaicentra. Deze interface heeft meer ruimte binnenin de revolver voor de lagers van de aangedreven gereedschapshouder, hetgeen de beste stabiliteit biedt en de kortste meetlengtes. CBI is uniek voor elke machinebouwer, hetgeen betekent dat er machine-aangepaste opspaneenheden (MACU) specifiek voor het machinemodel nodig zijn.
CDI (Coromant Capto® Disc interface) is een standaard revolver-interface welke past in meerdere machinemerken en modellen. Het zijn voornamelijk Europese machinebouwers die CDI leveren als vervanging voor VDI.

CBI

CDI
Verschillende configuraties van MACU maken het mogelijk de revolver te configureren voor elke productie-omgeving waarbij de juiste combinatie wordt gemaakt tussen uitwendig, inwendig, statisch en aangedreven. Dubbele opspaneenheden worden vaak gebruikt om het aantal gereedschapsposities te verhogen.
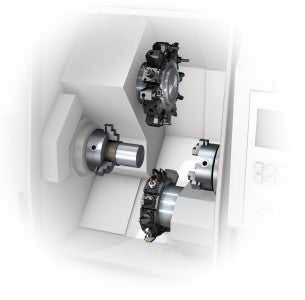
Aangedreven gereedschap

Aangedreven gereedschappen maken frees- en boorbewerkingen mogelijk waarbij C-as besturing op de hoofdspil vereist is. 2-assige bewerkingen kunnen worden uitgevoerd, bijvoorbeeld spiebanen of gaten in de hartlijn. Om in staat te zijn om holtes te frezen of buiten de centerlijn te boren is een Y-as optie noodzakelijk.
Voor boorbewerkingen en voor uitstekende spaanafvoer en procesveiligheid kunnen het beste aangedreven gereedschapshouders worden gebruikt met inwendig koelmiddeltoevoer en een hogedruk koelmiddel.
Y-as/halve revolver indexering
Een Y-as maakt het mogelijk om aangedreven gereedschappen te gebruiken voor 3-assig frezen en boren buiten de centerlijn. De meeste kenmerken waarbij freesbewerkingen nodig zijn profiteren van de Y-as. Dubbele draaiposities kunnen worden toegevoegd zodat het aantal posities voor zustergereedschappen wordt verhoogd of dat de variatie aan houders de noodzaak voor het wisselen van de gereedschaphouders reduceert.


Y-as
Halve turret indexering maakt dubbele draaiposities mogelijk waardoor het aantal gereedschappen toeneemt. Deze optie is niet nodig wanneer een Y-as beschikbaar is, daarom wordt deze meestal gekozen op draaicentra zonder aangedreven gereedschappen.


Halve turret
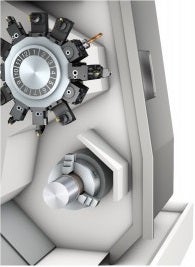
Subspil / onderste revolver
Voor het afwerken van een component is vaak bewerken van beide zijden noodzakelijk. Sub-spillen worden vaak gebruikt in combinatie met een stangentoevoer en met deze combinatie is onbemande productie van compleet afgewerkte componenten mogelijk.
Voor een productie van hogere volumes, kan de onderste revolver de cyclustijd halveren vergeleken met een enkele revolver. Een onderste revolver maakt tandemdraaien mogelijk en maakt bewerkingen op de sub-spil en de hoofdspil tegelijkertijd mogelijk, wat een kortere cyclustijd oplevert. Typische toepassingen zijn lange slanke componenten zoals assen en componenten die aan beide zijden worden bewerkt met behulp van een sub-spil.
De nadelen van de onderste revolver zijn een geringere componentdiameter en de toegenomen programmeer- en insteltijd. Hierdoor is deze vooral geschikt voor draaicentra die zijn aangeschaft voor specifieke componenten.

Gereedschapshouder offset functie

Bij de voorinstelling van de gereedschappen buiten de machine is het belangrijk om een geoptimaliseerde nul-positie te hebben voor elke opspanpositie. De gereedschapshouder offsetfunctie maakt het mogelijk om een voor-ingesteld gereedschap in elke willekeurige spanhouder te plaatsen en het eerste component direct correct te verspanen, waardoor proefsnedes worden bespaart en het aantal afkeurcomponenten afneemt.
Hogedrukpomp
De meeste machines bieden een hogedrukkoelcapaciteit van ca. 70 bar (1015 psi).
Lees meer over koelmiddelaspecten
Automatisering
Toekomstige machine- en gereedschapsvereisten worden gedreven door algemene uitdagingen van globalisatie, tekort aan vaardigheden, kortere productcycli en de continue druk om de productiekosten te verlagen.Macrotrends over de afgelopen twee decennia laten zien dat de primaire focus voor fabrikanten het reduceren van het aantal productiestappen en de totale productietijd (TMT) is. Hierdoor zijn er meer geautomatiseerde processen gekomen, nog steeds in een cel-omgeving, met minder handmatige interventie.
Machines, gereedschappen en CAM zullen steeds nieuwe functionaliteiten blijven ontwikkelen en de productie helpen bij het nemen van toekomstige stappen om zich aan te passen aan de algemene uitdagingen.
Wat betreft de automatiseringsontwikkeling lopen draaicentra achter ten opzichte van bewerkingscentra maar wij voorspellen dat toekomstige evoluties en revoluties zullen plaatsvinden op de volgende gebieden:
- Hogere koelmiddeldrukken voor spaanbeheersing, Coromant Capto® is al voorbereid op drukken tot max. 200 bar (2900 psi)
- Automatische gereedschapswisseling, met behulp van robots of een portaallader
- Standaardisatie voor het verhogen van de efficiëntie en communicatie
- Revolver interface – net als bij bewerkingscentra, waar gewone spilinterfaces gereedschapsrationalisatie mogelijk maken, is een nieuwe ISO interface nodig om algemene opspaneenheden mogelijk te maken
- Productdata – de algemene gereedschapsdefinitie in ISO13399 biedt ons de toekomstige productietaal om gereedschapsdata te beschrijven
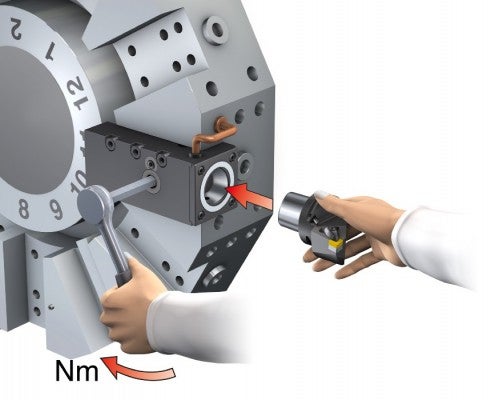
Snelwissel in draaicentra
Draaicentra maken snel indexeren van het gereedschap mogelijk maar hebben doorgaans een lagere bezettingsgraad dan bewerkingscentra, vanwege de gereedschapswissel- en insteltijd. Gebruik snelwisselhouders voor het reduceren van de meet-, instel- en gereedschapswisseltijd en maak zo extra bewerkingstijd mogelijk.
Automatische gereedschapswissel in draaicentra
Voor draaicentra uitgerust met een ATC-MACU revolverkop, is automatische gereedschapswisseling beschikbaar voor statische en aangedreven gereedschapshouders.
Meer informatie over automatische gereedschapswissel in draaicentra.

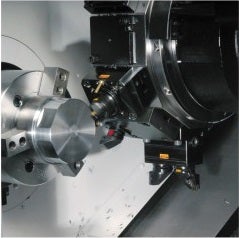
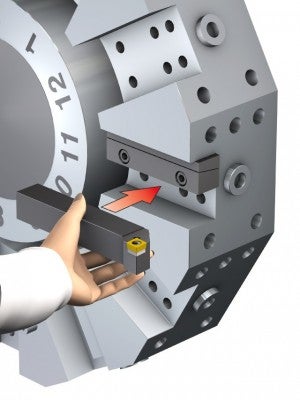
Hoe een beperkte referentielijn (gauge line) oplossen
Elke machine heeft een maximale revolver draaidiameter. Alle uitwendige gereedschapsprojecties moeten binnen deze diameter liggen zodat de turret zonder te botsen kan draaien. Draai-snijunits kennen een gemeenschappelijke lengte en offset maat voor elke Coromant Capto® grootte.
De opspaneenheden voor elke machine-revolverinterface zijn zo ontworpen dat de standaard klemhouder-units passen binnen de revolver-draaidiameter. Bij het gebruik van aangedreven gereedschapshouders wordt tevens aangeraden om het gereedschap zo kort mogelijk te houden, niet alleen om binnen de draaidiameter te passen, maar ook om de stabiliteit te vergroten.
De lagers op een aangedreven gereedschapshouder zitten veel dichter bij elkaar dan in een bewerkingscentrum. De korte referentielijn (gauge line) reduceert trillingen, waardoor een verhoogde productiviteit mogelijk is met toegenomen veiligheid. Voor uitwendige gereedschappen die de standaard snijlengte overschrijden, kan de turret-draaidiameter vaak een beperking zijn.
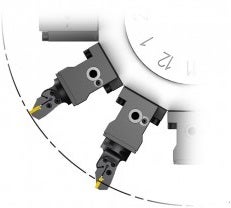
Voor toepassingen waarvoor gereedschapspenentratie nodig is, zijn korte Coromant Capto® gereedschappen beschikbaar voor de kortste referentielijn en die passen binnen de ruimte in de revolver. Coromant Capto® korte gereedschappen hebben geen grijpergroeven en zijn alleen bedoeld voor handmatige gereedschapswissel.



Voorbeelden van Coromant Capto® gereedschappen zonder en met grijpergroeven
Verticale draaicentra
Een verticaal draaicentrum is een hybride combinatie van een draaicentra en de verticale... chevron_right
Verticale draaibanken
Verticale draaibanken, of VTL's, zijn één van de meest traditionele machinetypes.... chevron_right
Interpolatiedraaien
Interpolatiedraaien is ontwikkeld voor geavanceerde bewerkingscentra en B-as multi-task... chevron_right
Bewerkingscentra
Bewerkingscentra voldoen aan alle vereisten voor componenten en bewerkingen, zoals... chevron_right
