
Løsninger til omkostningseffektiv kvalitetsbearbejdning af bjælke til flylandingsstel
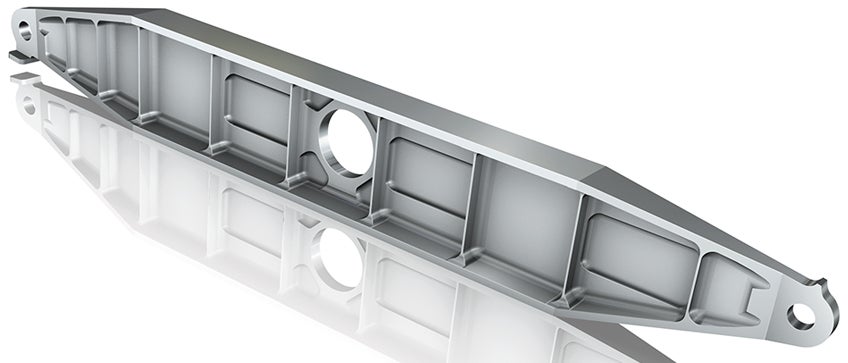
På fuselagen findes der flere strukturelle komponenter, der er produceret i titan. Bjælken til landingsstellet er ét eksempel på en komponent med tynde gulvsektioner. Bearbejdning af konstruktionskomponenter til luftfartsindustrien sker ofte under krævende forhold, som tynde bunde og vægge, dybe lommer og snævre hjørner. Vi kan hjælpe med at imødegå disse udfordringer ved hjælp af applikationstilpassede værktøjer og metoder.
Almindelige udfordringer ved bearbejdning af konstruktionsdele:
- Lav produktivitet
- Vibrationer
- Afbøjning af værktøjet og komponenten
- Kort værktøjslevetid
- Spånhamring
- Tidskrævende proces
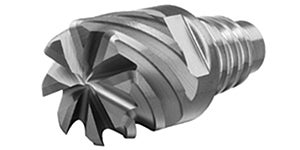
CoroMill® MH20 – lommefræsning med høj tilspænding
Ved bearbejdning af dybe lommer, især smalle dybe lommer, der er brug for langt udhæng. Disse forhold er udfordrende, og der er en stor risiko for vibrationer. CoroMill ® MH20 er optimeret til lommefræsning i ISO S-, M- og P-materialer og garanterer sikker og vibrationsfri bearbejdning med langt udhæng.
Læs mere om CoroMill® MH20
CoroMill® Plura HFS – Strategi for stabil kantfræsning med høj tilspænding
Ved fræsningsstrategier med stort værktøjsindgreb opbygges der varme og meget store skærekræfter, der er en udfordring for værktøjet. En mere stabil strategi er at programmerer med stor spåndybde (ap) og en lille spånbredde (ae) kombineret med en kontrolleret maksimal spåntykkelse for at kunne styre skærekræfterne. Det giver mulighed for bearbejdning med høj tilspænding, dvs. med øget skærehastighed og tilspænding for at opnå høj spånvolumen.
Læs mere om CoroMill® Plura HFS ISO S

CoroMill® 316 – Bearbejdning af tynde gulvsektioner
For at imødegå udfordringerne med det tynde gulv har Sandvik Coromant udviklet en applikationstilpasset bearbejdningsstrategi:
- Spiralformet værktøjsbane, der maksimerer komponentens stabilitet for at reducere gulvets nedbøjning
- Optimeret, tilbageværende materialetillæg, så der opnås en afsluttende bearbejdning med et minimum af aksiale skærekræfter
- Hjørner bearbejdet med en slicing-metode
- Optimalt forhold ap/ae der minimerer skærekræfter og komponentnedbøjning
Applikationstilpassede kvaliteter til fræsning i titan
S30T og S40T fås til et antal CoroMill®-fræsere til planfræsning, hjørnefræsning, valsefræsning, dykfræsning, fræsning med høj tilspænding, profilfræsning og sporfræsning. Sammen udgør disse kvaliteter et nyt niveau for pålidelig ydelse med lang levetid.
Fræseskær og -kvaliteter til titan og HRSA

Kvalitet S30T for hastighed og værktøjslevetid
S30T er udviklet med henblik på produktiv fræsning i titan. Den kombinerer egenskaberne for micro-grain-hårdmetal med en slidstærk PVD-belægning. Dette giver meget skarpe skærkanter, der modstår metaltræthed og mikroudflisning, som resulterer i skærkanter, der bevares intakte ved længere tid i indgreb med højere skærehastigheder.

Kvalitet S40T til vanskelige betingelser
S40T er udviklet til vanskelige betingelser og kombinerer en meget sej hårdmetalkvalitet med en tynd CVD-belægning. Det giver en kvalitet, der modstår vibrationer og andre vanskelige fræsebetingelser ved længere indgrebstider. Sliddet er forudsigeligt og gør gradvist skærkanten sløvere uden brud.
S30T og S40T – Produktivitet og sikkerhed ved fræsning af titan

CoroMill® Plura – Til sletfræsning af 2D-lommer og hjørnefræsning – slicing
De specialiserede hårdmetal-pindfræsere er det perfekte valg til sletbearbejdning af 2D-lommer. Disse pindfræsere, der er udviklet til titan, gør det muligt for dig at bearbejde dybe lommer med store spånvolumener uden vibration.
Andre fordele er stor nøjagtighed og lang værktøjslevetid med høje skæredata.
CoroMill® Plura og slicing-metoden udgør den ideelle kombination, når der skal bearbejdes hjørner i titankomponenter. Flere overløb fjerner successivt materialet og sikrer en ensartet lille radial neddykning/indgrebsvinkel og lave skærekræfter.

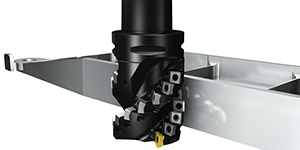
CoroMill® 300 – Skrubplanfræsning
Programmér et rullende indgreb, mens fræseren bevæger sig med uret (bevægelse mod uret vil ikke løse problemet med den store spåntykkelse). Ved et rullende indgreb er spåntykkelsen ved udføringen altid nul, hvilket giver højere tilspænding og længere levetid for værktøjet. En fræser med rundt skær giver den bedste produktivitet og værktøjslevetid takket være indgrebsvinklen og spånudtyndingseffekten. CoroMill® 300 med S30T og S40T har indvendig køling og normal fortanding, og derfor er den optimal til bearbejdning af titan. Fås nu i skærstørrelser op til 20 mm (metrisk) eller 1,0" (tommer).

CoroMill® 690 – 2D-profilfræsning
Til denne opgave kan vi levere en totalløsning lige fra skrub- til sletfræsning. Det bedste valg til skrubfræsning er CoroMill® 690 med de specialiserede titan-kvaliteter S30T og S40T. Den aksiale positionering af skærene er bygget ind i bunden af skæret for at forhindre bevægelse og muliggøre store spånvolumener med sikkerhed. Designet gør den letskærende og får den til at bruge minimal effekt. Hver kølekanal har gevind, så der kan monteres dyser med mindre diameter til højtrykskøling.
Skrubfræsning af 2D-lomme – Løsning 1
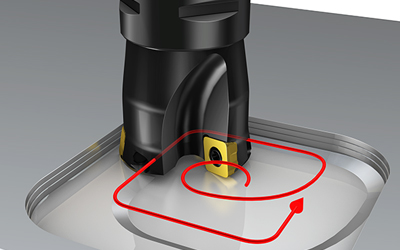
Til skrubfræsning af 2D-lommen skal du anvende metoden cirkulær ramping, der arbejder med små spåndybder men op til 1,0 mm tilspænding pr. tand sammen med fræseren CoroMill ® 210 med høje tilspænding eller CoroMill ® MH20. Disse værktøjer giver en let og hurtig teknik med fremragende spånvolumen og er velegnede til alle maskinkoncepter og -konfigurationer.
Fordelene ved cirkulær ramping er et mindre antal værktøjer (ikke brug for bor) og fleksibilitet – kan producere et stort antal størrelser. Alternative værktøjer, der bruger den samme programmeringsteknik er fræsere med runde skær, som f.eks. CoroMill® 300.
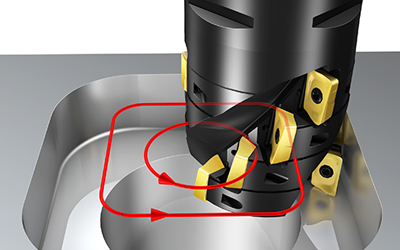
Skrubfræsning af 2D-lomme – løsning 2
Åbning af en 2D-lomme ved hjælp af spiral morph-metoden, der bruger CoroMill 390 valsefræser med 11 mm-skær og den nye titan-kvalitet S30T giver fantastiske spånvolumener. Hold indgrebsbuen lille, når du fræser lommer – lav et stort indgangshul (enten vha. boring eller spiralramping), tilkørsel med radius, og programmer derefter med store hjørneradier for at undgå vibration i hjørnerne.
Højtrykskøling
Her er anbefalingen enkel; brug altid køling, når du fjerner titan i store mængder, og om muligt ved højt tryk. Når der bruges højtrykskøling til fræsning i titan, fordobles værktøjslevetiden sammenlignet med almindeligt kølevæsketryk. Den kritiske genbearbejdning af spåner, der ødelægger værktøjet forhindres, da de påklistrede spåner blæses væk.
Anbefalinger:
- Anvend køling gennem spindel og værktøj
- Volumen og tryk skal planlægges omhyggeligt i forhold til kølekanalernes antal og diameter og til den specifikke opgave
- Dysernes størrelse bør holdes nede for at maksimere trykket
- Anbefalet tryk: 70 bar eller mere
- Anbefalet volumen: 50 liter/minut
CoroChuck™ 930
Denne tangs fremragende fastspænding giver markedets bedste udtrækningssikkerhed, der sikrer fremragende stabilitet og gode adgangsforhold ved enhver form for fræsning og boring. Denne løsning er ikke kun med til at forbedre sikkerhed og præcision i bearbejdningen, med de hurtige og lette opspændinger og værktøjsskift forbedrer den også produktionseffektiviteten. For at opnå 100 % sikkerhed mod udtrækning fås der en spændetang med mekanisk låsekobling til Weldon-skafter.

Vingehjul
Vingehjulet befinder sig i APU'en. Bearbejdningen af turbobladene er den samme proces... chevron_right
Optimeret fræsning til vibrationsfri bearbejdning
CoroMill MH20 supplerer de eksisterende produkter i CoroMill-serien og udfylder det... chevron_right
Vingeribbe
Der findes flere typer aluminiumkomponenter på et fly, som f.eks. bjælker, beklædning... chevron_right
Hovedfitting
Typiske landingsstelkomponenter er hoved-/næse-/centerfitting, stempel/glider, hjul-/bogeybjælke,... chevron_right
