
Tornalamada takım ömrü nasıl iyileştirilir
Hız, ilerleme ve kesme derinliği, tornalama yaparken kullanılan üç ana işleme parametresidir. En iyi tornalama takım ömrü için her biri, takım ömrü üzerinde bir etkiye sahiptir:
- Kesme hızını azaltın vc (ısıyı düşürmek için)
- İlerlemeyi optimize edin fn (en kısa kesim süresi)
- Kesme derinliğini optimize edin ap (kesim sayısını azaltmak için)
Kesme hızı, vc
Çok düşük
- Talaş yığılması
- Kenarda matlaşma
- Ekonomik değil
- Kötü yüzey
Çok yüksek
- Çok hızlı serbest yüzey aşınması
- Yetersiz yüzey kalitesi
- Hızlı krater aşınması
- Plastik deformasyon

Kesme hızı vc, takım ömrü üzerinde büyük bir etkiye sahiptir. En ekonomik vc kullanım için vc değerini ayarlayın.
(Y ekseninde takım ömrü)
İlerleme hızı,fn
Çok hafif
- Kirişler
- Çok hızlı serbest yüzey aşınması
- Talaş yığılması
- Ekonomik değil
Çok ağır
- Daha az talaş kontrolü
- Yetersiz yüzey kalitesi
- Krater aşınması/plastik deformasyonu
- Yüksek güç tüketimi
- Talaş kaynaşması
- Talaş çekiçlenmesi
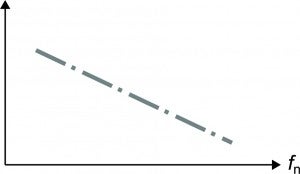
İlerleme fn, vc değerine göre takım ömrüne daha az etki eder.
(Y ekseninde takım ömrü)
Kesme derinliği, ap
Çok küçük
- Daha az talaş kontrolü
- Titreşim
- Aşırı ısı
- Ekonomik değil
Çok derin
- Yüksek güç tüketimi
- Kesici uç kırılması
- Daha yüksek kesme kuvvetleri
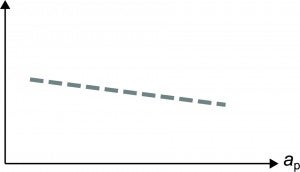
Kesme derinliği ap, takım ömrü üzerinde küçük bir etkiye sahiptir.
(Y ekseninde takım ömrü)
Takım bakımı
İmalathanede rutin takım bakımı sağlanması tornalamada takım ömrünü iyileştirir, sorunları önler ve bütçenizi korur.
Kesici uç yuvasını kontrol edin
İşleme veya taşıma sırasında kesici uç yuvası hasar görmemiş olmalıdır.
Kontrol:
- Aşınma sebebiyle büyük uç yuvaları. Kesici uç yuva kenarlarına oturmuyor. Boşluğu kontrol etmek için 0,02 mm (0,0008 inç) mastar kullanın
- Altlık ile cebin altı arasındaki köşelerde boşluk olmamalıdır
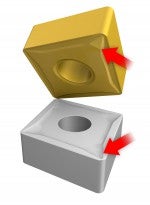
- Hasarlı altlıklar. Altlıkların kesim alanında talaşlı köşe olmamalıdır
- Talaş kırılması ve/veya kesici uç baskısı sebebiyle aşınma


Kesici uç yuvasını temizleyin
Kesici uç yuvasında işlemeden kalan toz ve talaşlar olmamalıdır. Gerekirse kesici uç yuvasını basınçlı havayla temizleyin. Kesme kafalı delik işleme baraları kullanılıyorsa kesme kafası değiştirilirken kafa ile bara arasındaki bağlama kontrol edilmelidir.
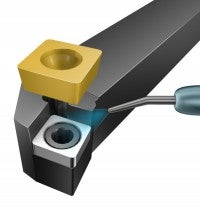

Tork anahtarı

Vidalı bağlamaya sahip takım tutuculardan en iyi performansı almak için kesici ucu doğru şekilde sıkıştırmak üzere tork anahtarı kullanılmalıdır. Her bir takım tutucuda önerilen tork kullanılmalıdır.
- Tork çok yüksek olduğunda takım performansı düşer, kesici uç ve vida kırılabilir
- Torkun çok düşük olması ucun hareket etmesine, titreşimlere neden olur ve kesim sonucunu kötüleştirir
Bağlama vidaları
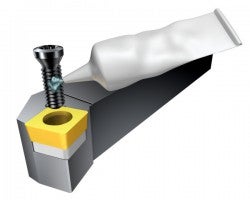
Vidaların doğru sıkılması için daima tork anahtarı kullanın. Vidanın bozulmaması için yeterli miktarda vida yağı sürün. Yağlama maddesi, vida dişlerine ve vida başı yüzeyine uygulanmalıdır. Aşınmış veya hasarlı vidaları değiştirin.
Tornalamada kesme ve soğutma sıvısı nasıl uygulanır
Takım ile iş parçası malzemesi arasında talaş boşaltma, soğutma ve yağlama kesme... keyboard_arrow_right
Dilimleme
Dilimleme ipuçları: dilimleme takımları nasıl seçilir İşlem güvenliği yüksek önem... keyboard_arrow_right
Kesme sıvısı yönleri
Bazı durumlarda kesme sıvısız işleme çevresel açıdan ve maliyet açısından avantajlı... keyboard_arrow_right
Doğru tornalama kesici ucu nasıl seçilir
Tornalama kesici ucu seçerken dikkate alınması gereken birçok parametre bulunmaktadır.... keyboard_arrow_right
