
Dilimleme
Dilimleme genelde seri üretimde kullanılan bar ilerleme tezgahlarında yapılır. Dilimleme işlemi genelde parça için harcanan toplam işleme süresinin küçük bir bölümünü oluşturur ve bu yüzden zaman tasarrufu hedeflenen bir alan değildir. Ancak, dilimleme işleminden sonra bazı parçalarda alt iş milindeyken işlenmesi gereken ek özellikler bulunur. Talaşlar parça etrafını sararsa, alt iş milinde sonraki parçanın bağlanmasını önleyebilir. Bu durumda tezgah hatalı üretim yapar ya da durur. Talaşlar tamamlanan parça etrafını çevrelerse, daha sonraki işlemlerde (ısıl işlem, çapak alma, montaj gibi) sorun yaratabilir ve yüzey işlemesine zarar verebilir. Dilimleme genelde parçada gerçekleştirilen son işlemlerden biri olduğu için güvenlik çok önemlidir. Dilimleme sırasında takım kırılacak olursa parça genellikle hurda haline gelir. Bu durum, tezgahın uzun süre durmasına yol açabilir.
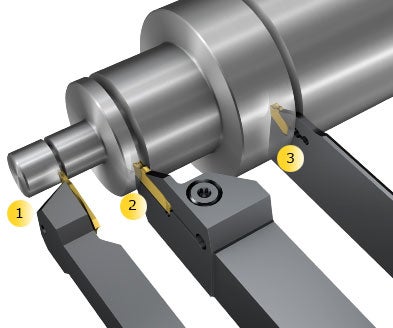
Dilimleme ipuçları: dilimleme takımları nasıl seçilir
1. Sığ dilimleme
2. Orta dilimleme
3. Derin dilimleme
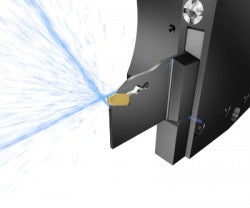
İşlem güvenliği yüksek önem taşıdığından hassas kesme sıvısına sahip bir takım tercih edilmelidir. Bu sayede talaşlar boşaltılır, sıcaklık ve uç aşınması azalır ve yüzey kalitesi artar. En iyi stabilite için mümkün olan en kısa kullanma mesafesini ve güvenli uç bağlamasını kullanın. Parça, bar veya boru dilimlerken malzemeden tasarruf etmek ve kesme kuvvetini minimuma düşürmek önemlidir. Dar bir kesici uç hem düşük kesme kuvveti hem de malzeme tasarrufu sağlar. Dilimleme için tasarlanmış bir kesici uç geometrisi seçin. Bu özel kesici uçlar, kanaldan daha dar talaşlar üretir. Bu da dilimleme işleminde iyi talaş kontrolü ve yüzey kalitesi sağlar.
Dilimleme için ilk tercih
Bir ve iki kenarlı çözümler farklı dilimleme işlemlerinde ilk tercih olmalıdır. Kanaldan daha dar talaşlar üretmek için tasarlanmış kesici uçlar kullanın.
Sığ dilimleme Sığ dilimleme için (çap ≤ 12 mm (0,47 inç)), seri üretimde ekonomik dilimleme sağlamak üzere 3 kenarlı kesici uçlar kullanın.
Orta dilimleme
Orta dilimleme için (çap ≤ 40 mm (1,57 inç)) vidalı bağlanan ve yaylı kilitlenen tutucularla birlikte 2 kenarlı uçlar kullanın.
Derin dilimleme
Derin dilimlemede (çap ≤ 112 mm (4,41 inç)), kesici ucun stabilitesi çok önemlidir, çünkü bu kesim tipinde kesici uç üzerine yüksek kuvvetler uygulanır. Dolayısıyla, stabil yaylı bağlamaya sahip tek kenarlı kesici uç en iyi tercihtir.
Tanesiz ve çapaksız dilimleme
Tanesiz ve çapaksız dilimleme için küçük köşe radyüslü keskin bir geometri kullanın. Ön açılı kesici uç da tane ve çapağı azaltır. Ön açılı kesici uçlar yan kuvvetler oluşturur ve sadece kısa kullanma mesafeleri (<13 mm (0,51 inç)) için önerilir.
Küçük parça işleme
Küçük parça işleme için olabildiğince küçük genişlikte ve keskin kesme kenarları kullanın. En iyi uygulama güvenliği için hassas soğutma sıvılı takım kullanın. Üstün düzeyde takım kenarı keskinliği gerekli değilse, daha ekonomik bir çözüm olarak veya daha büyük çaplar için 3 kenarlı veya 2 kenarlı bir uç seçin.
Dilimleme için ipuçları: Dilimleme işlemleri nasıl uygulanır
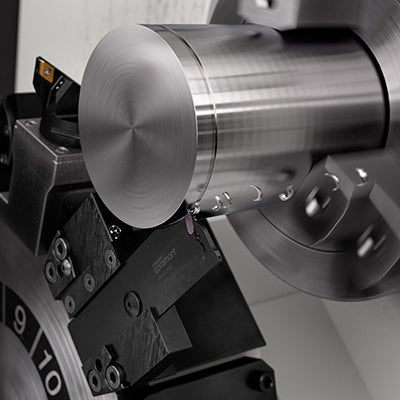
Çubuk ve boruları dilimleme
Kullanma mesafesi (OH)
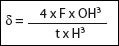
Kullanma mesafesini minimize edin. Çubuk dilimleme yaparken, daha kısa kullanma mesafesi uygulandığında ve daha yüksek bıçak kullanıldığında bükülme (δ) kübik olarak azalır.
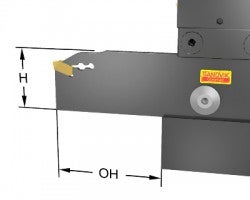
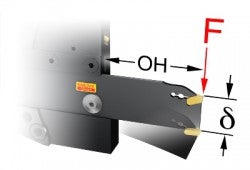
Kısa kullanma mesafesi stabiliteyi önemli ölçüde arttırır. Dilimlemeyi aynaya yakın yapın. Bu durum, özellikle stabil koşullar ve dikkatli çalışma gerektiren ince uçlarla dilimleme yaparken önemlidir.
- OH kaçınılmaz ölçüde uzun ise hafif kesme geometrisi kullanın
- OH uzunluğu 1,5xH'den kısaysa, geometri için önerilen ilerlemeyi kullanın
- OH uzunluğu 1,5xH'den uzunsa, ilerleme hızını geometri için önerilen ilerlemenin alt ucuna düşürün
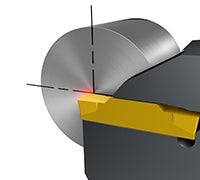
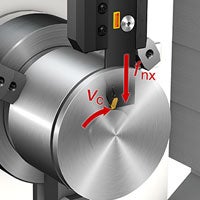
Takım merkez yüksekliği
Özellikle merkeze doğru dilimleme yaparken merkez yüksekliğinin ±0,1 mm (±0,004 inç) doğrulukta olması önemlidir. Uzun kullanma mesafelerinde aşağı eğilmeyi dengelemek için maksimum sapmayı merkezin +0,1 mm (+0,004 inç) üzerine ayarlayın.
Merkezin altında konumlandırma şunlara yol açar:
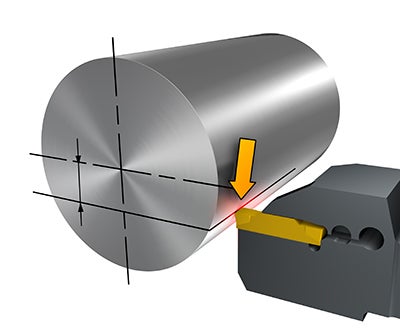
- Tane artar
- Kırılma (istenmeyen kesme kuvvetleri)
Merkezde konumlandırma şunlara yol açar:
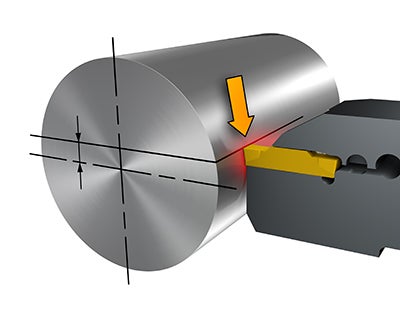
- Kırılma (merkezden içeri itme)
- Hızlı serbest yüzey aşınması (küçük boşluk)
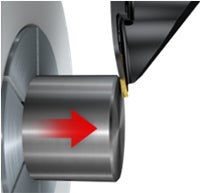
İlerleme hızı
Bir çubukta merkezden içeri kesim, kesici ucun kırılmasına yol açabilecek gereksiz bir tokluk ihtiyacı oluşturur. Burada, iş parçası kesme yönünün tersine hareket etmeye başladığında kesici uçta sürtünme başlar. Bu işlem, kesici uçta kırılmaya yol açan bir çekme gerilimi oluşturur.
Hızın hesaplanması:

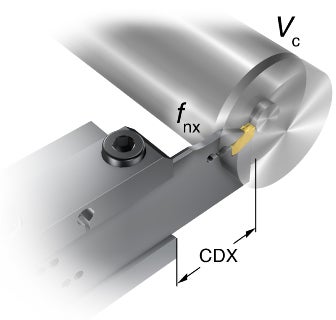
Merkezin 2 mm (0,08 inç) gerisinde ilerlemeyi yaklaşık %75'e kadar düşürün. Merkezdeki düşük ilerleme, kesme kuvvetlerini azaltıp takım ömrünü büyük oranda uzatırken çevredeki yüksek ilerleme, verimliliği ve takım ömrünü iyileştirir. Kırılmaları önlemek için çubuk merkezinin yaklaşık 0,5 mm (0,02 inç) öncesinde ilerlemeyi durdurun; kesilen parça kendi ağırlığı ve uzunluğuyla düşecektir.
Merkezden ilerleme kırılmaya neden olur
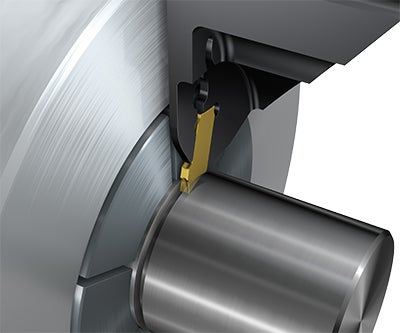
Alt iş mili
Çubuk dilimleme yaparken parçayı ayırmak için bir alt iş mili kullanılabilir; böylece tokluk değeri büyük ölçüde azalır ve takım ömrü uzar. Ayrıca aşınmaya karşı daha dirençli bir kalite kullanımına imkan sağlanır ve takım ömrü daha da uzatılabilir. Dilimleme işlemini yapın ama ilerlemeyi merkezden yakl. 1 mm (0,04 inç) önce durdurun. Ardından, parçayı çekmek için alt iş mili kullanın.
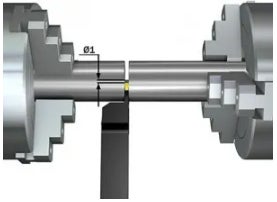
Kesici uç genişliği
Çubukta malzeme tasarrufu, minimum kesme kuvveti ve çevre kirliliği için olabildiğince dar bir kesici uç kullanın.

Parça çapına bağlı olarak, D, kesici uç genişliğini, CW, seçmek için tabloyu kullanın:
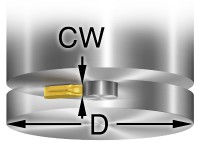
| D mm (inç) | CW mm |
|---|---|
| -10 (-0,4) | 1,0 |
| 10-25 (0,4-1,0) | 1,5 |
| 25-40 (1,0-1,6) | 2,0 |
| 40-50 (1,6-2,0) | 2,5 |
| 50-65 (2,0-2,6) | 3,0 |
Tanesiz ve çapaksız dilimleme
Çubuk veya borulardaki tane ve çapağı kontrol etmek için sol veya sağ yönlü ve ön açılı uç kullanın. Geniş ön açılı uç tane ve çapakları azaltır, ancak düz bir kesim sağlamayabilir ve bu da talaş kontrolünü azaltarak yüzey kalitesini düşürür ve takım ömrünü kısaltır. Olabildiğince küçük ön açılı uç kullanın. Daha uzun kullanma mesafeleri için nötr uçlar kullanın; takım ne kadar uzun olursa ön açılı uçlarda yaşanan sorunlar o kadar büyür.
| | Ön açı | Nötr |
| Stabilite ve takım ömrü | Kötü | İyi |
| Radyal kesme kuvvetleri | Düşük | Yüksek |
| Eksenel kesme kuvvetleri | Yüksek | Düşük |
| Tane/çapak | Küçük | Büyük |
| Titreşim riski | Yüksek | Düşük |
| Yüzey kalitesi ve düzlük | Kötü | İyi |
| Talaş akışı | Kötü | İyi |
Küçük çaplı barları dilimleme
En düşük kuvvetleri oluşturmaya dikkat edin. Mümkün olan en düşük genişliğe sahip ve en keskin kenarları olan kesici ucu kullanın.
Takımı hiçbir zaman çubuk durdurucu olarak kullanmayın!
Bu işlem hiçbir takım için iyi değildir, ancak küçük uç genişliklerinde takımın zarar da görmesine neden olur.
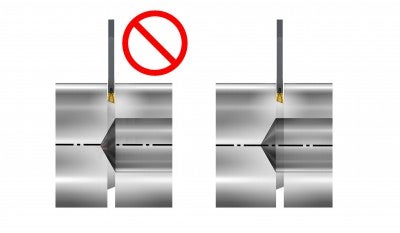
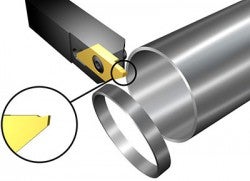
Delinmiş delikte dilimleme
Konik alanda dilimleme yapmaktan kaçının, çünkü bu işlem bıçakta sapmaya ve takım kırılmasına neden olabilir.
İnce duvarlı borular
İnce cidarlı borularda dilimleme yaparken mümkün olan en küçük kesme kuvvetleri çıkmalıdır. Mümkün olan en düşük genişliğe sahip ve en keskin kenarları olan kesici uçları kullanın.
Kesme sıvısı
Kesme sıvısı ve yağlama kullanılmasının kesme ve kanal açmada proses güvenliğine büyük etkisi bulunmaktadır. Kesme sıvısı ve soğutma sıvısı bölümünde üstten ve alttan kesme sıvısı, hassas kesme sıvısı ve basıncı hakkında daha fazla bilgi ve önerileri bulabilirsiniz.
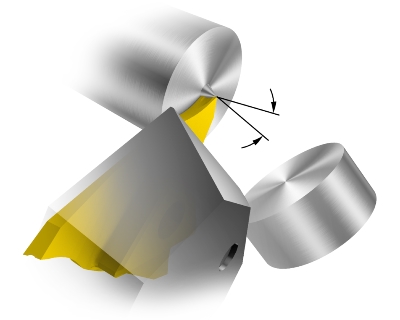
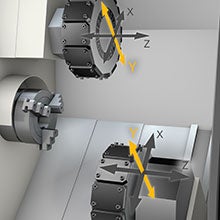
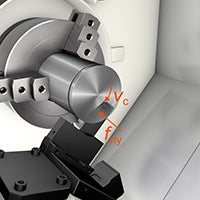
Y ekseni dilimleme
Y ekseni dilimleme tamamen yeni bir dilimleme yöntemidir. Geleneksel yöntemle dilimleme yaparken kesme kuvvetinin çoğu kesme hızı tarafından sağlanır; gerisi kesme ilerlemesinden gelir. Bileşke kuvvet yaklaşık 30 derece açıyla takıma yönlendirilir. Dolayısıyla dilimleme bıçakları ikinci en zayıf doğrultuları üzerinden yüke maruz kalırlar. Bu sorunu çözmenin en iyi yöntemi bıçak kullanım mesafesini kısaltmak ve/veya bıçak yüksekliğini artırmaktır. Çok-amaçlı tezgahlarda ve tornalama merkezlerinde uç yuvasını 90 derece döndürüp takımı ilerletmek üzere Y eksenini kullandığınızda kesme kuvvetlerinin bileşkesi takımın en güçlü doğrultusu üzerine yönlendirilir. 60 mm (2,36 inç) bıçak kullanma mesafesinde bu durum bıçağın sertliğini altı katın üzerinde artırır. Böylece çok daha stabil, sessiz ve titreşimsiz bir serbest kesim uygulaması sağlanır ve daha iyi yüzey ince işlemesi, daha yüksek ilerleme oranları ve daha uzun takım kullanma mesafesi elde edilir. Y ekseni dilimleme için CoroCut® QD, Tornalama merkezlerinde, çok amaçlı tezgahlarda ve Y eksenli kayar otomat tezgahlarında dilimleme için ilk tercihtir. Maksimum 180 mm'ye (7 inç) kadar olan büyük çaplarda işleme yapabilir ve ana ve alt aynalar arasına erişen uzun kullanma mesafeleri için özellikle uygundur. Kullanma mesafesi, bıçak yüksekliğini aşıyorsa Y ekseninde dilimleme yapan bıçaklar kullanmak her zaman daha avantajlıdır.
Nasıl uygulanır
Çok-amaçlı tezgahlarda Y ekseni dilimleme
Takım montajı genellikle ana ve alt ayna arasına yetişebilecek şekilde uzundur. Kesme kuvvetinin takım montajına ve tezgah iş miline yönlendiği bu durumda kurulum bir bütün olarak X yönünde, Y eksenindeki yüke oranla zayıf kalır.

Konvansiyonel kurulum

Y ekseni dilimleme için kurulum


Takım uzunluğu normal olarak tezgah dışındaki bir optik cihazda ölçülür. Takımın uzunluğu dilimleme sırasında takımın merkez yüksekliği olacaktır ve özellikle de merkeze dilimleme yaparken merkez yüksekliğinin doğru olması önemlidir.
Tezgah dışında optik ölçüm
Kesici kenarı görmek zor oluyorsa takımda ayrıca bir mastar düzlemi de mevcuttur. Düzlem şuradadır:
- E, F, G ve H uç yuvasında (2, 2,5, 3 ve 4 mm (0,079, 0,098, 0,118 ve 0,157 inç)) kesme kenarının 5±0,05 mm (0,197±0,002 inç) yukarısında
- J ve K uç yuvasında (5 ve 6 mm (0,197 ve 0,236 inç)) kesme kenarının 5,5±0,05 mm (0,236±0,002 inç) yukarısında

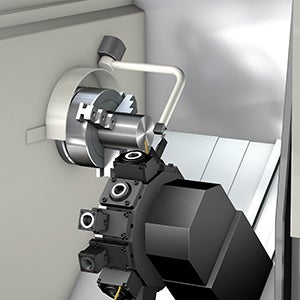
Tornalama merkezlerinde Y ekseni dilimleme
Takım montajı genellikle ana ve alt ayna arasına yetişebilecek şekilde uzundur ve aynaya yakın olarak dilimleme yapma olanağı sağlar. Kesme kuvvetinin takım montajına ve tarete yönlendiği bu durumda kurulum bir bütün olarak X yönünde, Y eksenindeki yüke oranla zayıf kalır.
Konvansiyonel kurulum


Y ekseni dilimleme için kurulum

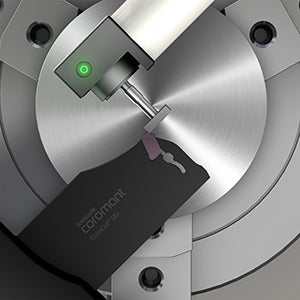
Takım uzunluğu normal olarak tezgah içindeki bir sensörle ölçülür. Takımın uzunluğu dilimleme sırasında takımın merkez yüksekliği olacaktır ve özellikle de merkeze dilimleme yaparken merkez yüksekliğinin doğru olması önemlidir.
Kesici kenarı görmek zor oluyorsa takımda ayrıca bir mastar düzlemi de mevcuttur. Düzlem şuradadır:
G uç yuvasında (3 mm (0,118 inç)) kesme kenarının 5±0,05 mm (0,197±0,002 inç) yukarısında
J ve K uç yuvasında (4 mm (0,157 inç)) kesme kenarının 5,5±0,05 mm (0,236±0,002 inç) yukarısında
Tezgah içindeki bir sensör yardımıyla ölçme

Kayar otomat tezgahlarda Y ekseni dilimleme
Kesme kenarının bulunduğu baraya dokunmak zor oluyorsa takımda ayrıca bir mastar düzlemi de mevcuttur. Düzlem şuradadır:
E ve F uç yuvasında (3 mm (0,118 inç)) kesme kenarının 5±0,05 mm (0,197±0,002 inç) yukarısında
