
Delik tornalama
Delik tornalama işlemlerinde, iş parçasının iç çapı işlenir. Uzun kullanma mesafesi ve talaş tahliyesindeki yetersizlik, delik tornalamada yaşanan iki zorluktur. Uzun kullanma mesafesi hem sapma hem de titreşim sorunları yaratabilir. Titreşim ve yetersiz talaş tahliyesi uç kırılmalarına neden olabilir. Talaş boşaltma sorunları yüzey kalitesini de kötüleştirebilir.
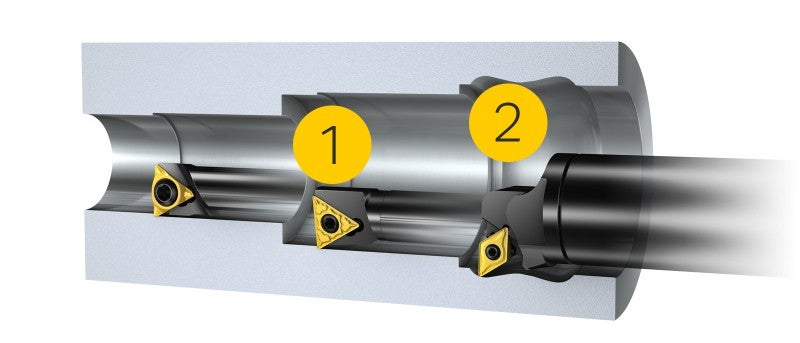
Delik tornalama için temel uygulama alanları boyuna tornalama (1) ve profil tornalamadır (2).
Boyuna tornalama

Takım seçimi parçanın delik çapına ve parçanın boyuna (kullanma mesafesiyle delik derinliği) bağlıdır. Genel kural olarak en kısa kullanma mesafesine ve en büyük boyuta sahip takım seçilmelidir.
İşlem için doğru takımın seçilmesi, doğru şekilde kullanım ve bağlama, takım sapmasını ve titreşimi azaltmada önemlidir.
Kesici uç şekli
İç çap tornalamada, negatif kesici uçlara kıyasla düşük kesme kuvvetleri sebebiyle pozitif temel şekilli kesici uçlar daha avantajlıdır. Küçük köşe açısı ve küçük köşe radyüsü de kesme kuvvetlerini düşürür.
Giriş açısı

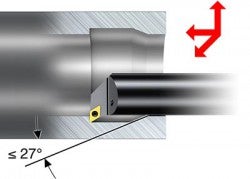
Giriş açısı, eksenel ve radyal kuvvetlerin yönünü ve büyüklüğünü etkiler. Büyük bir giriş açısı büyük bir eksenel kesme kuvveti oluştururken, küçük bir giriş açısı (büyük boşluk açısı) büyük bir radyal kesme kuvveti ile sonuçlanır. Giriş açısı 90°'ye (0° boşluk açısı) yakın olmalı ve 75°'den (15° boşluk açısı) küçük olmamalıdır.
Takım tutucu
Parça üzerinde işlenecek bir kenar varsa, 91°–95° giriş açısına (-1 ila -5° boşluk açısı) sahip bir takım kullanın. Üçgen veya D tipi (55°) kesici uç kullanılması önerilir.
Daha güçlü bir kenar için bir C tipi (80°) kesici uç seçin.
İşlenecek bir kenar yoksa ve koşullar stabil ise 75° giriş açılı (15° boşluk açılı) bir kare kesici uç kullanarak verimliliği artırılabilirsiniz.
Boyuna tornalama için tornalama takımları
Profil tornalama

Delik profil işlemede takım radyal ve tanjantsal kesme kuvvetlerine maruz kalır. Radyal kesme kuvvetleri takımı iş parçasından uzaklaştırırken tanjantsal kuvvetler takımı merkez hattının altına ve uzağına doğru zorlar.
Küçük çaplı delikleri işlerken kesici ucun boşluk açısı takım ile delik duvarı arasında temas olmayacak yükseklikte olmalıdır.
Kesici uç şekli
Profil tornalamada kesme derinliği, ilerleme ve hıza göre kesim değişiklik gösterebilir. Mukavemet, uygun maliyet ve erişilebilirlik için kesici uçta en büyük köşe açısı kullanılmalıdır. En sık kullanılan köşe açıları 55º ve 35º'dir.
Giriş açısı
Giriş açısı ve kesici uç köşe radyüsü, erişilebilirlik açısından önemli faktörlerdir. En uygun kopyalama açısı için iş parçası profili analiz edilmelidir.
İş parçası ile kesici uç arasında en az 2° serbest kesme açısı korunmalıdır. Ancak, yüzey kalitesi ve takım ömrü sebebiyle en az 7° tavsiye edilir.
Takım tutucu
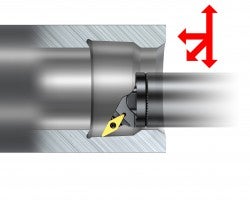
İlk tercihiniz 93° giriş açısına (-3° boşluk açısı) ve D tipi (55°) kesici uca sahip bir takım olmalıdır. Daha büyük bir rampalama açısı gerekiyorsa, bir V tipi (35°) kesici uç kullanın.
Alına profil işleme veya bir köşe oluğu yapmak için 107° ila 117°'lik giriş açısına (-17 ila -27° boşluk açısı) sahip bir tutucu seçin.
Geriye delik delme için özel takımlar bulunmaktadır, bu takımlar özellikle bir kenarın ters yönde işlenmesi için tasarlanmıştır
Dış çap tornalama
Dış çap tornalama işlemlerinde, iş parçasının dış çapı işlenir. Dış çap tornalama,... keyboard_arrow_right
Uzun kullanma mesafeleri – özellikler
Uzun kullanma mesafeleri ile işleme yaparken (4D takım çapı ile) titreşim sorun olmaya... keyboard_arrow_right
Diş tornalama
Diş tornalama zorlu bir işlemdir ve iyi talaş kontrolü, istikrarlı takım ömrü ve... keyboard_arrow_right
Genel Tornalama
Tornalama nedir Tornalama, tek uçlu takımla silindirik ve yuvarlak formlar oluşturur.... keyboard_arrow_right
