
Farklı malzemelerde tornalama nasıl yapılır
Çelik tornalama

Çelikler alaşımsız, düşük alaşımlı ve yüksek alaşımlı olarak gruplandırılabilir ve bu gruplar tornalama işlem önerilerini etkiler.
Alaşımsız çelik tornalama
Malzeme Sınıflandırması: P1.1
Alaşımsız çeliğin karbon içeriği %0,55'e kadar çıkabilir. Düşük karbonlu çelikler (karbon içeriği <%0,25), zorlu talaş kırma ve sıvama (talaş yığılması) olasılığı sebebiyle dikkatli işlenmelidir.
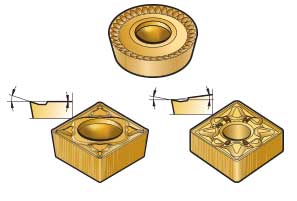
Talaşı kırıp yönlendirmek için en yüksek ilerleme hedeflenmelidir. Silici uç önerilir.
Yüzey kalitesini olumsuz etkileyebilecek uç talaş yığılmasını önlemek için yüksek kesme hızları kullanın. Keskin kenarlar ve hafif kesme geometrileri sıvama ve kenar bozulması riskini azaltır.
Düşük alaşımlı çelik tornalama

Malzeme Sınıflandırması: P2.x
Düşük alaşımlı çeliklerin işlenebilirliği alaşım oranına ve ısıl işleme (sertlik) bağlıdır. Bu gruptaki tüm malzemelerde en yaygın aşınma mekanizmaları serbest yüzey ve krater aşınmasıdır. Sertleştirilmiş malzemeler kesme bölgesinde daha yüksek ısı oluşturduğu için plastik deformasyonu da yaygın görülür.
Sertleştirilmemiş düşük alaşımlı çelikler için ilk seçenek çelik kalite serileri ve çelik geometrileridir. Sertleştirilmiş malzemelerde daha sert bir kalitenin (döküm demir kaliteleri, seramikler ve CBN) kullanılması avantajlıdır.
Yüksek alaşımlı çelik tornalama

Malzeme Sınıflandırması: P3.x
Yüksek alaşımlı çeliklere toplam alaşım oranı %5'in üstündeki karbon çelikleri dahildir. Bu gruba yumuşak ve sertleştirilmiş malzemeler dahildir. Yüksek alaşım oran ve sertliklerinde işlenebilirlik düşer.
Düşük alaşımlı çelikler için ilk tercih çelik kaliteleri ve geometrileridir.
%5'ten fazla alaşım elementine ve 450 HB'den fazla sertliğe sahip çelikler, plastik deformasyon direnci ve kenar mukavemeti konusunda zorlayıcıdır. Daha sert bir kalite (döküm demir kaliteleri, seramik ve CBN) kullan.
Paslanmaz çelik tornalama

Paslanmaz çelikler ferritik / martensitik, östenitik ve dubleks (östenitik/ferritik) olarak gruplandırılabilir ve her biri tornalama için kendi işleme önerilerine sahiptir.
Ferritik ve martensitik paslanmaz çelik tornalama
Malzeme Sınıflandırması: P5.1
Bu paslanmaz çelik, çelik malzeme olarak P5.x sınıfındadır. Paslanmaz çelik kalitelerimiz ve geometrilerimiz, bu tip çelikler için genel işleme önerileridir.
Martensitik çelikler, kesici ucun plastik deformasyon direncini zorlayan sertleştirilmiş koşullarda işlenebilir. CBN kalitelerini kullanın, HRC = 55 ve daha yüksek.
Östenitik paslanmaz çelik tornalama
Malzeme Sınıflandırması: M1.x ve M2.x
Östenitik paslanmaz çelik en yaygın paslanmaz çelik tipidir. Bu gruba, Ni oranı %20 üstünde olan süper östenitik paslanmaz çelikler de dahildir.
Önerilen kalite ve geometriler paslanmaz çelik CVD ve PVD kaliteleridir.
Darbeli kesimlerde veya ana aşınma mekanizması talaş çekiçlenmesi veya talaş sıkışması durumunda iken PVD kaliteler kullanın.
Diğer hususlar:
- Krater aşınması ve plastik deformasyonu azaltmak için daima kesme sıvısı kullanıp en yüksek köşe radyüsünü seçin. Kesme sıvısı hakkında daha fazla bilgi alın
- Çentik aşınmasını önlemek için yuvarlak kesici uçlar veya küçük giriş açıları kullanın
- Sıvanma ve talaş yığılması yaygındır. Bunlar hem yüzey kalitesini hem de takım ömrünü olumsuz etkiler. Keskin kenarlar ve/veya pozitif eğim alınlı geometriler kullanın
Duplex (östenitik/ferritik) paslanmaz çelik tornalama

Malzeme Sınıflandırması: M3.4
Yüksek alaşımlı dupleks paslanmaz çeliklerde süper ve hiper dupleks paslanmaz çelik tanımlamaları kullanılır. Mekanik dayanım yükseldikçe malzemelerin işlenmesi o kadar zorlaşır. Bu durum özellikle ısı üretimi, kesme kuvvetleri ve talaş kontrolü için geçerlidir.
Önerilen kalite ve geometriler paslanmaz çelik CVD ve PVD kaliteleridir.
Diğer hususlar:
- Plastik deformasyonunu önlemek ve yüksek talaş kontrolü sağlamak için kesme sıvısı kullanın. İçten kesme sıvısına, tercihen hassas kesme sıvısına sahip takımlar kullanın. Kesme sıvısı hakkında daha fazla bilgi alın
- Çentik aşınması ve çapak oluşumunu önlemek için küçük giriş açıları kullanın
Döküm demir tornalama

Döküm demirde beş temel tip bulunur:
- Gri döküm Demir (GCI)
- Sfero döküm Demir (NCI)
- Temper döküm Demir (MCI)
- Kompakt Grafit Demir (CGI)
- Östemperlenmiş sünek demir (ADI)
Döküm demir, Si içeriği (%1-3) ve C içeriği %2'nin üzerinde bir Fe-C bileşimidir. Çoğu koşulda iyi talaş kontrolüne sahip kısa talaş oluşturan bir malzemedir.
Döküm demir malzemelerin çoğunda, döküm demir kaliteleri ve geometrilerinin kullanılması önerilir. Gri döküm demir için daha yüksek kesme hızlarında seramik ve CBN kalitelerinin kullanılması önerilir.
Isıya dirençli süper alaşımları (HRSA) tornalama

Süper alaşım, yüksek ısıda mükemmel mekanik dayanım ve sürünme direncine (katıların gerilim altında yavaş hareket etme veya deforme olma eğilimi) sahiptir. Aynı zamanda iyi bir korozyon/oksitlenme direnci sunar. HRSA dört malzeme grubuna ayrılabilir:
- Nikel bazlı (örneğin İnkonel)
- Demir bazlı
- Kobalt bazlı
- Titanyum alaşımlar (titanyum saf ya da alfa ve beta yapılı olabilir)
HRSA ve titanyumun işlenebilirliği, özellikle kesme takımlarını zorlayan yıllanma koşullarında düşüktür. Bu da, keskin kenar kullanımının farklı sertlik ve kalıcı gerilme değerlerine sahip beyaz katmanların oluşumunu önlemedeki önemini gösterir.
HRSA malzeme: HRSA malzemeler tornalanırken yaygın olarak PVD ve seramik kaliteler kullanılır. HRSA için optimize edilmiş geometrilerin kullanılması önerilir.
Titanyum alaşımlar: Genel olarak kaplamasız ve PVD kaliteleri kullanın. HRSA için optimize edilmiş geometrilerin kullanılması önerilir.
Titanyum ve HRSA için ortak bir aşınma kriteri çentik aşınmasıdır. En iyi performans için bu prensipleri izleyin:
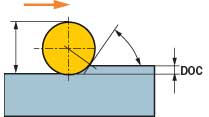
- 45°'den daha küçük bir giriş açısı kullanılması önerilir
- Uç çapı/köşe radyüsü ile kesme derinliği arasında doğru ilişki sağlayın
- Rampalama veya çoklu paso durumunda 0,25 mm (0,0098 inç)'den daha yüksek bir kesme derinliği kullanılması önerilir
- İster karbür ister seramik uçlarda, HRSA ve titanyum alaşım tornalamada daima kesme sıvısı uygulanmalıdır. Kesme sıvısı hacmi yüksek olmalı ve iyi yönlendirilmelidir. Kesme sıvısı hakkında daha fazla bilgi alın
- Seramikleri kullanırken, optimum performans elde etmek için kesici uç girerken ve çıkarken çapak riskini en aza indirecek şekilde ön pahlama önerilir

Demir içermeyen malzemelerde (alüminyum) tornalama

Bu grubun içinde demir içermeyen yumuşak malzemeler, örneğin, alüminyum, bakır, bronz, pirinç, metal matris kompozit (MMC) ve magnezyum bulunmaktadır. İşlenebilirlik alaşım elemanlarına, ısıl işlemler ve imalat proseslerine (dövme, döküm vb.) göre değişir.
Alüminyum alaşımlarda tornalama
Malzeme Sınıflandırması: N1.2
Daima pozitif temel şekilli ve keskin kenarlı uçlar kullanılmalıdır. Kaplamasız ve PCD kaliteleri ilk tercihler olmalıdır.
%13'ün üzerinde bir Si içeriğine sahip alüminyum alaşımlar için PCD kullanılmalıdır, semente karbür kalitelerinin takım ömrü önemli ölçüde azaltılmıştır.
Alüminyum işlemede soğutma sıvısı çoğunlukla talaş boşaltma amacıyla kullanılır.


Sertleştirilmiş çelik tornalama

Sert parça tornalama, sertliği genelde 55 ile –65 HRc arasında olan çeliğin tornalanmasıdır ve çeliklerin taşlanmasında uygun maliyetli bir alternatiftir. Sert parça tornalama, gelişmiş esneklik, daha iyi teslim süreleri ve daha yüksek kalite sunar.
Kübik Bor Nitrür kaliteler (CBN) indüksiyonla yüzeyi sertleştirilmiş çeliklerin sert parça tornalamasında en iyi kesici takım malzemesidir. Yaklaşık 55 HRC'den daha yumuşak çelikler için seramik veya semente karbür uçlar kullanın.

Sert parça tornalama için optimize edilmiş CBN kaliteleri kullanın.
- Tezgah ve bağlama stabilitesi sağlar
- Düşük giriş açısı elde etmek için mümkün olduğunca küçük kesme derinlikleri ve takım ömrünü artırmak için doğru kenar hazırlığı kullanın
- En iyi yüzey kalitesi için silici kullanın
Farklı malzemeleri frezeleme
Çelik frezeleme Çeliğin işlenebilirliği alaşım elemanlarına, ısıl işlemler ve imalat... keyboard_arrow_right
Hizalamanın çelik tornalama prosesiniz üzerindeki etkisi
Talaşlı imalat endüstrisinde yaygın bir yanılgı, çelik işlemenin basit bir proses... keyboard_arrow_right
Tornalamada kesme ve soğutma sıvısı nasıl uygulanır
Takım ile iş parçası malzemesi arasında talaş boşaltma, soğutma ve yağlama kesme... keyboard_arrow_right
CoroTap® 200
Çelik kılavuz çekme için optimize edilmiş geometri ve kalite Paslanmaz çelik için... keyboard_arrow_right
