
ข้อมูลเกี่ยวกับระบบจ่ายน้ำหล่อเย็น – การตัดเฉือนโดยใช้ระบบจ่ายน้ำหล่อเย็น

ในบางกรณี การตัดเฉือนโดยไม่ใช้ระบบจ่ายน้ำหล่อเย็น (การตัดเฉือนแบบแห้ง) ถือว่ามีข้อดีในแง่ของต้นทุนและสิ่งแวดล้อม อย่างไรก็ตามมีการทำงานหลายชนิดที่จำเป็นต้องใช้น้ำหล่อเย็นเพื่อให้ได้พิกัดความเผื่อ ผิวงาน และความสามารถในการขึ้นรูปตามที่ต้องการ เมื่อน้ำหล่อเย็นเป็นสิ่งจำเป็น จึงควรมีการปรับเพื่อให้สามารถทำงานได้อย่างเต็มประสิทธิภาพ
น้ำหล่อเย็นแรงดันสูง
เครื่องจักรส่วนใหญ่สามารถจ่ายน้ำหล่อเย็นด้วยแรงดันสูง 70/80 บาร์ (1015/1160 psi) ได้ แต่ในเครื่องจักรบางเครื่องสามารถจ่ายน้ำหล่อเย็นด้วยแรงดันที่สูงกว่าได้ถึง 150 บาร์ (2176 psi) สำหรับการทำงานและวัสดุที่มีความท้าทาย
แม้น้ำหล่อเย็นอาจเป็นประโยชน์ทั้งสำหรับการกลึงและการเจาะ แต่ควรคำนึงถึงสิ่งเหล่านี้:
- มีเพียงเครื่องมือที่พัฒนามาสำหรับระบบจ่ายน้ำหล่อเย็นความแม่นยำสูง เช่น สว่านพร้อมระบบจ่ายน้ำหล่อเย็นภายใน หรือเครื่องมือกลึงพร้อมหัวฉีดน้ำหล่อเย็น ที่จะได้รับประโยชน์ในจุดนี้
- แรงดันน้ำหล่อเย็นที่ต้องใช้ในการหักเศษขึ้นอยู่กับการออกแบบของหัวฉีดน้ำหล่อเย็น วัสดุที่ทำการตัดเฉือน ระยะกินลึก และอัตราป้อน
- อัตราการไหลของน้ำหล่อเย็นที่ต้องการจะขึ้นอยู่กับและพื้นที่จ่ายน้ำหล่อเย็นทั้งหมดของช่องจ่ายน้ำหล่อเย็น
ควรเลือกเครื่องมือและปั๊มให้เหมาะสม (แรงดันและอัตราการไหล) กับการใช้งานแต่ละประเภท เนื่องจากการใช้ระบบที่จ่ายน้ำหล่อเย็นแรงดันสูงได้อย่างถูกต้องจะช่วยให้ขนถ่ายได้เร็ว เพราะสามารถใช้ประโยชน์จากเครื่องจักรได้มากขึ้นและมีประสิทธิภาพในการตัดเฉือนโลหะที่สูงขึ้น
ข้อดีเมื่อทำการตัดเฉือนโดยใช้ระบบจ่ายน้ำหล่อเย็น
การใช้น้ำหล่อเย็นแรงดันสูงกับเครื่องมือตัดที่เหมาะสมและระบบเปลี่ยนเร็วจะมอบประโยชน์ต่างๆ มากมาย
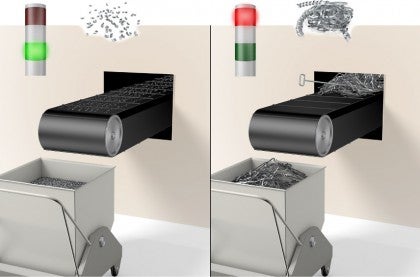
การควบคุมเศษ
ขจัดสองตัวการใหญ่ที่ทำให้เสียเปลืองเวลาของการผลิตเมื่อหยุดการทำงานของเครื่อง
- การหยุดทำงานของเครื่อง: เศษตัดที่ยาวก่อตัวรอบเครื่องมือหรือชิ้นงาน
- บริการ: เศษตัดที่ "ติดขัด" ในสายพานลำเลียงอาจทำให้เครื่องจักรหยุดทำงานเป็นเวลาหลายชั่วโมงหรือหลายวัน
การคายเศษในการเจาะ

ระบบจ่ายน้ำหล่อเย็นภายในจะช่วยในการคายเศษ ป้องกันไม่ให้เศษติดในร่องคายเศษ
ตำแหน่งหัวฉีดตายตัว
ผู้ปฏิบัติงานไม่จำเป็นต้องคอยปรับ อัตราการใช้ประโยชน์จากเครื่องจักรจึงสูงขึ้น
เพิ่มความเร็วในการตัด
เพิ่มประสิทธิภาพการตัดเฉือนโลหะให้สูงขึ้น
ระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูงโดยใช้แรงดันสูง
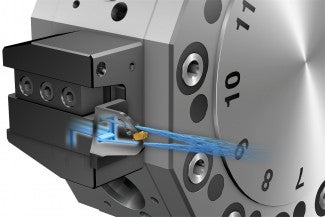
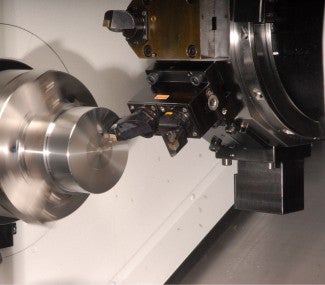
การใช้น้ำหล่อเย็นแรงดันสูงในเครื่องจักรรวมกับหัวฉีดในเครื่องมือกลึงที่ทันสมัยทำให้ฉีดพ่นน้ำหล่อเย็นด้วยความเร็วสูงได้ น้ำหล่อเย็นจะถูกฉีดไปยังพื้นที่ทำการตัดที่ด้านข้างของมุมคายเม็ดมีดโดยตรง และจะทำหน้าที่เหมือนลมไฮดรอลิกเพื่อยกเศษตัดขึ้น การทำเช่นนี้จะลดระยะสัมผัสของเม็ดมีดและวัสดุลง ทำให้แรงตัดและอุณหภูมิลดลง และเพิ่มประสิทธิภาพในการควบคุมเศษตัด


หลักการทำงานของน้ำหล่อเย็นแรงดันสูง
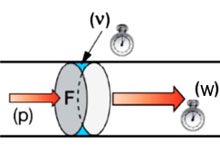
แรงดัน (p): แรงต่อหน่วยพื้นที่
- ปาสคาล, นิวตัน/เมตร
- บาร์ (1 บาร์ = 0.1 MPa)
- psi, ปอนด์/นิ้ว2 (1 บาร์ = 14.5 psi)
อัตราตำ (v): ปริมาณที่ใช้ต่อหน่วยเวลา, ลิตร/นาที (แกลลอน/นาที)
ความเร็ว (w): ความเร็วของของเหลวที่เคลื่อนที่ผ่านท่อเป็นเมตร/วินาที (ฟุต/วินาที)
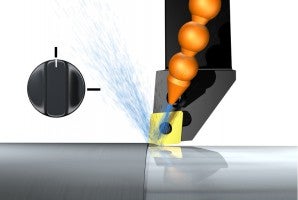
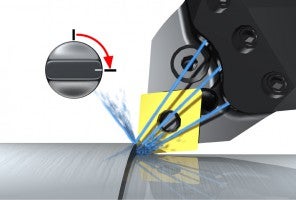
การลดพื้นที่จ่ายน้ำหล่อเย็นจะทำให้ความเร็วของน้ำที่ฉีดออกมาสูงขึ้น และลดอัตราการไหลสำหรับแรงดันนั้นๆ ด้วย หัวฉีดที่มีเส้นผ่านศูนย์กลางขนาดเล็กจะช่วยให้การฉีดน้ำหล่อเย็นที่แม่นยำ
ความเร็วของอัตราการไหล w1

ความเร็วของอัตราการไหล w1
w2>>w1

ปริมาณของอัตราการไหลที่ต้องการได้ถูกแสดงไว้ในแผนภาพด้านล่าง ซึ่งเป็นค่าสัมพันธ์กับเส้นผ่านศูนย์กลางหัวฉีดสำหรับแรงดัน 80 บาร์ (1160 psi) คงที่ การใช้หัวฉีดน้ำหล่อเย็นที่มีเส้นผ่านศูนย์กลางขนาดเล็กจะทำให้น้ำหล่อเย็นที่ฉีดออกมามีความเร็วสูง และยังช่วยลดอัตราการไหลและพลังงานที่ต้องการเมื่อเทียบกับระบบหล่อเย็นทั่วไปอีกด้วย
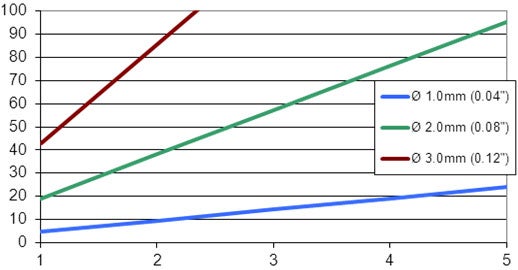
แกน X: จำนวนหัวฉีด
แกน Y: อัตราการไหล ลิตร/นาที
ความต้องการของปั๊ม

แรงดันและอัตราการไหลคือสิ่งที่จำเป็นเพื่อให้ปั๊มสามารถสร้างน้ำหล่อเย็นแรงดันสูงได้
แรงดัน
แรงดันที่ต้องการเพื่อหักเศษจะแตกต่างกันไปตามวัสดุและพารามิเตอร์การตัดเฉือน โดยปกติแล้ว แรงดันที่ 80 บาร์ (1160 psi) นั้นเพียงพอกับการใช้งานทั่วไป ส่วนแรงดันที่สูงกว่าจนถึง 150 บาร์ (2176 psi) จะใช้สำหรับวัสดุที่หักเศษได้ยากเช่น Inconel และเหล็กซูเปอร์ดูเพล็กซ์
อัตราการไหล
อัตราการไหลที่ต้องการจะขึ้นอยู่กับจำนวนและเส้นผ่านศูนย์กลางของช่องจ่ายน้ำหล่อเย็น


- ใช้ฟิลเตอร์ขนาด 20 ไมครอน
- การกลึง: หากใช้ตัวจับยึดเครื่องมือที่มีหัวฉีดน้ำหล่อเย็น 1 มม. (0.039 นิ้ว) 3 หัว อัตราการไหลที่ต้องการคือ 20 ลิตร/นาที ต่อตำแหน่งเครื่องมือ แต่ทั้งนี้ก็ควรที่จะคำนึงถึงจำนวนของเครื่องมือที่ใช้งานกับน้ำหล่อเย็นในเวลาเดียวกันด้วย (จำนวนของเครื่องมือ × 20 ลิตร/นาที) ด้วยขนาดของเครื่องจักร จึงจำเป็นจะต้องมีถังขนาดใหญ่เพื่อให้มีเวลาในการหมุนเวียนที่เพียงพอ
- การเจาะ: เส้นผ่านศูนย์กลางของช่องน้ำหล่อเย็นจะใหญ่ขึ้นตามเส้นผ่านศูนย์กลางดอกสว่าน หมายความว่าจะต้องมีอัตราการไหลสูงขึ้นสำหรับดอกสว่านที่มีเส้นผ่านศูนย์กลางใหญ่ขึ้น เป้าหมายคือปริมาณของอัตราการไหล ไม่ใช่แรงดัน ควรใช้ปั๊มแรงดันแปรผัน และแรงดันน้ำหล่อเย็นต่ำกว่าดอกสว่านที่มีเส้นผ่านศูนย์กลางขนาดใหญ่
| 12 | 70 บาร์ | 70 บาร์ |
| 20 | 30 บาร์ | 70 บาร์ |
| 25 | 12 บาร์ | 50 บาร์ |
| 30 | 6 บาร์ | 23 บาร์ |
| 40 | 1 บาร์ | 3 บาร์ |
| 60 | 1 บาร์ |
การต่อระบบน้ำหล่อเย็น


ประโยชน์ที่เด่นชัดที่สุดของการใช้ระบบน้ำหล่อเย็นแรงดันสูงคือช่วยลดการเดินท่อของน้ำหล่อเย็น ซึ่งโดยปกติแล้ว ท่อภายนอกจะต้องปรับแต่งสองถึงสามครั้งเพื่อให้ตำแหน่งจ่ายน้ำหล่อเย็นถูกต้อง การควบคุมเศษตัดที่ไม่ดียังทำให้ท่อขยับและต้องทำการปรับตั้งใหม่บ่อยครั้ง ทำให้กระบวนการขาดความต่อเนื่องและเครื่องจักรหยุดทำงาน
เมื่อใช้กับตัวจับยึดเครื่องมือที่มีหัวฉีดน้ำหล่อเย็นความแม่นยำสูง การจ่ายน้ำหล่อเย็นไปยังคมตัดจะคงที่ แต่น้ำหล่อเย็นจะต้องเชื่อมต่อกับตัวจับยึดด้วย การต่อท่อสามารถทำในตัวจับยึดด้ามได้ แต่จะเพิ่มเวลาที่ใช้ในการปรับตั้งทุกครั้งที่เปลี่ยนเครื่องมือ และยังให้เกิดการรบกวนและมีเศษตัดติดออกด้วย

วิธีแก้ไขที่ดีที่สุดคือใช้ระบบเปลี่ยนเร็วรวมกับระบบเชื่อมต่อแบบติดตั้งและใช้งานได้ทันที น้ำหล่อเย็นจะถูกส่งเข้าไปยังชุดตัวจับยึดเครื่องมือตลอดเวลา การใช้ระบบเครื่องมือเช่นนี้ทำให้การตัดเฉือนกับน้ำหล่อเย็นแรงดันสูงมีจุดเด่นเพิ่มเติมในด้านเวลาการปรับตั้งที่ลดลง พร้อมทั้งมีการควบคุมเศษตัดและประสิทธิภาพในการตัดเฉือนโลหะที่ดีขึ้น
การเชื่อมต่อระบบน้ำหล่อเย็นในเครื่องกลึงอัตโนมัติและเครื่องกลึงทั่วไป
ระบบจับยึด Coromant Capto® จะส่งน้ำหล่อเย็นไปยังป้อมมีดโดยตรง จึงให้ระบบเปลี่ยนเร็วและทำการวัดล่วงหน้านอกเครื่องจักรได้ ระบบจับยึดสามารถใช้งานได้กับเครื่องกลึงทุกประเภท (เครื่องกลึงอัตโนมัติ เครื่องกลึงแนวตั้ง และเครื่องกลึง Flat Bed) รวมถึงชุดจับยึดที่ใช้งานกับน้ำหล่อเย็นแรงดันสูง 200 บาร์ (2900 psi) ได้

การเชื่อมต่อระบบน้ำหล่อเย็นในเครื่องจักรระบบป้อนอัตโนมัติ

ระบบจ่ายน้ำหล่อเย็นในเครื่องจักรระบบป้อนอัตโนมัติมีความแตกต่างจากเครื่องกลึงอัตโนมัติอย่างมาก น้ำมันสังเคราะห์จะถูกใช้ในการหล่อเย็นแทนการใช้อิมัลชันเพื่อช่วยในการสร้างทางเลื่อน และจ่ายน้ำมันไปยังเครื่องมือทุกชิ้นไม่ว่าเครื่องมือใดจะทำการตัดอยู่ก็ตาม
แม้น้ำหล่อเย็นในเครื่องจักรส่วนใหญ่จะถูกจ่ายโดยใช้ปั๊มแรงดันสูง แต่ถ้าเครื่องมือไม่มีพื้นที่ช่องจ่ายน้ำหล่อเย็นที่เหมาะสมแล้ว (เส้นผ่านศูนย์กลางช่องจ่ายน้ำหล่อเย็น × จำนวนช่อง) จะทำให้อัตราการไหลที่ต้องการสูงกว่าความสามารถของปั๊ม ทำให้ไม่สามารถใช้แรงดันสูงสุดได้
จำเป็นจะต้องลดพื้นที่จ่ายน้ำหล่อเย็นโดยดำเนินการดังนี้:
- ใช้เครื่องมือที่มีช่องจ่ายน้ำหล่อเย็นภายในและปิดกั้นการจ่ายน้ำหล่อเย็นภายนอกไปยังเครื่องมือเหล่านั้น
- ปรับพื้นที่จ่ายน้ำหล่อเย็นให้เหมาะสมเพื่อลดอัตราไหลที่ต้องการ
ระบบจับยึดเครื่องมือ QS™ มีตัวจับยึดเครื่องมือที่ซึ่งจ่ายน้ำหล่อเย็นเข้าไปในตัวตั้งระยะที่ติดอยู่กับเครื่องจักรถาวร ท่อจ่ายน้ำหล่อเย็นที่ด้านหลังของระบบจับยึด QS™ จะส่งน้ำหล่อเย็นไปที่หัวฉีดโดยตรง ซึ่งจะพ่นออกมาทันทีที่ติดตั้งเครื่องมือ

หัวฉีดมีเส้นผ่านศูนย์กลางขนาด 1 มม. (0.039 นิ้ว) ทำให้ฉีดน้ำหล่อเย็นได้อย่างแม่นยำซึ่งช่วยในการควบคุมเศษ และลดอัตราการไหลที่ต้องการให้น้อยที่สุดในขณะเดียวกัน




ปลอกสำหรับการปรับตั้งด้ามกลึงคว้านแบบเร็ว

ปลอกจับเครื่องมือโลหะแรงดันสูง EasyFix ช่วยให้การปรับตั้งด้ามกลึงคว้านทรงกลมสามารถทำได้อย่างรวดเร็ว ชุดลูกปืนสปริงในร่องของด้ามกลึงคว้านสามารถหาตำแหน่งกลางการได้รวดเร็วในไม่กี่วินาที
เครื่องกลึงกัดหลายแกนแนวตั้ง
จดเดนหลกของเครองกลงกดหลายแกนไดแกความสามารถในการรวมกระบวนการตดและการปรบตงหลายชนดไวในเครองจกรเครองเดยว... keyboard_arrow_right
เครื่องกลึงอัตโนมัติแนวตั้ง
เครองกลงอตโนมตแนวตงเปนการผสมผสานระหวางเครองกลงอตโนมตกบเครองกลงแนวตง ชนงานขนาดสนทไมจำเปนตองใชสปนเดลทสอง... keyboard_arrow_right
CoroBore® BR20
ระบบนำหลอเยนความเทยงตรงสง หวฉดนำหลอเยนความเทยงตรงสงมาพรอมกบตวสไลด ชวยใหบงคบทศทางของนำหลอเยนไดอยางแมนยำ... keyboard_arrow_right
วิธีใช้ระบบจ่ายน้ำหล่อเย็นและน้ำหล่อเย็นสำหรับการกลึง
การคายเศษ การหลอเยน และการหลอลนระหวางเครองมอกบวสดชนงาน เปนหนาทหลกของนำหลอเยน หากมการใชงานอยางถกตอง... keyboard_arrow_right
