
เครื่องกลึง
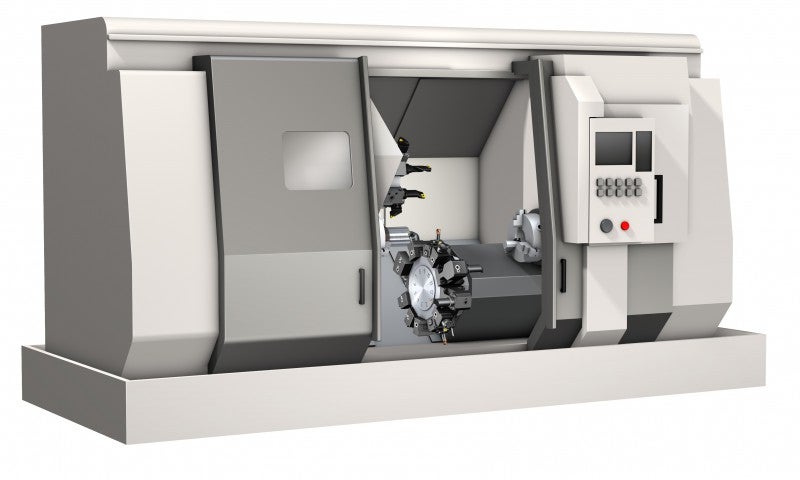
เครื่องกลึงอัตโนมัติสามารถทำงานได้ในหลายแกนและมีความสามารถแบบมัลติฟังก์ชั่น หมายความว่าคุณอาจมีทั้งแกน C, แกน Y และเครื่องมือแบบหมุนบนป้อมมีดที่สามารถทำได้ทั้งการกลึง การกัด การเจาะ และการต๊าป
การปรับตั้งเครื่องกลึงอัตโนมัติ
จะต้องคำนึงถึงตัวเลือกต่างๆ ของเครื่องจักร ขึ้นอยู่กับประเภทของชิ้นงานที่ทำการผลิต การพิจารณาอย่างรอบคอบจะช่วยรับประกันได้ว่ากระบวนการตัดเฉือนจะมีความมั่นคงและมีประสิทธิภาพ
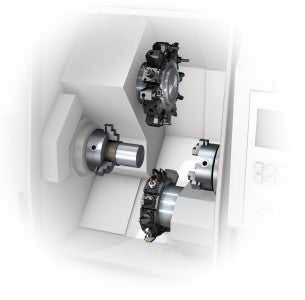
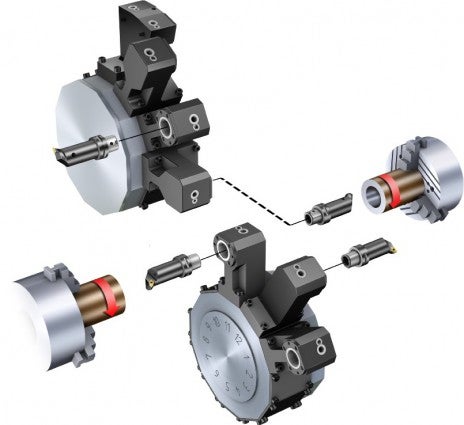
ระบบเชื่อมต่อป้อมมีด
การพัฒนาของตัวจับยึดเครื่องมือแบบหมุนทำให้เครื่องกลึงกลายเป็นเครื่องจักรที่มีความสามารถแบบมัลติฟังก์ชั่นอย่างแท้จริง
ป้อมมีดแบบดั้งเดิม 2 แบบ ได้แก่ แบบด้าม และ แบบ VDI ได้รับการพัฒนาขึ้นเมื่อมีการใช้เครื่องกลึงเฉพาะในงานกลึงและงานเจาะเส้นแนวศูนย์กลาง ป้อมมีดแบบด้ามและแบบ VDI เหมาะสำหรับเครื่องกลึงรุ่นทั่วไป

ระบบเชื่อมต่อเครื่องมือแบบด้าม

VDI
CBI (Coromant Capto® Bolt interface) มีความเหมาะสมกับเครื่องกลึงมัลติฟังก์ชั่น ระบบเชื่อมต่อนี้มีพื้นที่ว่างด้านในสำหรับแบริ่งป้อมมีดของตัวจับยึดเครื่องมือแบบหมุน ทำให้มีความมั่นคงและมีความยาวพิกัดสั้นที่สุด CBI มีเอกลักษณ์แตกต่างกันไปตามผู้ผลิตเครื่องมือกลแต่ละราย จึงจำเป็นต้องใช้ชุดจับยึดออกแบบเฉพาะสำหรับเครื่องจักร (MACU) ตามรุ่นของเครื่องจักร
CDI (Coromant Capto® Disc interface) คือระบบเชื่อมต่อป้อมมีดมาตรฐานที่ใช้ได้กับเครื่องจักรจากผู้ผลิตหลายรายและหลายรุ่น ทั้งนี้ ผู้ผลิตเครื่องจักรสัญชาติยุโรปส่วนมากจะจัดระบบ CDI ทดแทนระบบ VDI

CBI

CDI
การปรับตั้ง MACU แบบต่างๆ ช่วยให้สามารถกำหนดป้อมมีดสำหรับสภาพแวดล้อมในการผลิตแต่ละแบบได้ด้วยการผสมผสานเครื่องมือแบบภายนอก แบบภายใน แบบคงที่ และแบบหมุนได้ โดยมักใช้ชุดจับยึดแบบคู่เพื่อเพิ่มตำแหน่งเครื่องมือ
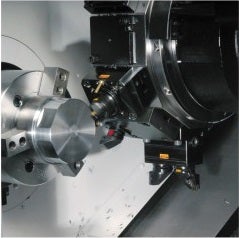
เครื่องมือแบบหมุน

เครื่องมือแบบหมุนสามารถทำการกัดและการเจาะโดยการควบคุมแกน C ที่ต้องการบนสปินเดิลหลักได้ นอกจากนี้ยังสามารถทำงานแบบ 2 แกนได้ เช่น ร่องสลักหรือรูบนเส้นแนวศูนย์กลาง สำหรับการกัดหลุมหรือการเจาะเส้นแนวเยื้องศูนย์ จะต้องมีตัวเลือกในแกน Y
สำหรับงานเจาะ วิธีที่ดีที่สุดคือใช้ตัวจับยึดเครื่องมือแบบหมุนที่มีระบบจ่ายน้ำหล่อเย็นภายในตัวและระบบน้ำหล่อเย็นแรงดันสูง เพื่อให้การคายเศษมีประสิทธิภาพมากที่สุดและการทำงานมีความปลอดภัย
ป้อมมีดแบบแกน Y/ครึ่งป้อม
แกน Y ทำให้สามารถใช้เครื่องมือแบบหมุนสำหรับการกัดและการเจาะในแนวเยื้องศูนย์แบบ 3 แกนได้ คุณสมบัติส่วนมากที่เกี่ยวกับงานกัดนั้นจะใช้ประโยชน์จากแกน Y และยังสามารถเพิ่มตำแหน่งการกลึงเป็นสองเท่า เพื่อให้จำนวนตำแหน่งเครื่องมือเพิ่มขึ้นสำหรับใช้เครื่องมือสำรองได้ หรือสามารถเพิ่มตัวจับยึดเครื่องมือแบบต่างๆ เพื่อลดความจำเป็นในการเปลี่ยนตัวจับยึดเครื่องมือลง


แกน Y
การสลับเครื่องมือแบบครึ่งป้อมทำให้สามารถเพิ่มตำแหน่งการกลึงที่จะใช้ได้เป็นสองเท่า ส่งผลให้มีจำนวนเครื่องมือเพิ่มขึ้น ตัวเลือกนี้ไม่มีความจำเป็นหากสามารถใช้แกน Y ได้ โดยทั่วไปแล้วจึงมักจะเลือกใช้ในเครื่องกลึงที่ไม่มีเครื่องมือแบบหมุน


ป้อมมีดแบบครึ่งป้อม
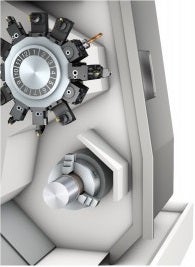
สปินเดิลที่สอง/ตัวหมุนด้านล่าง
การตัดเฉือนชิ้นงานให้สมบูรณ์มักจะต้องมีการตัดเฉือนจากทั้งสองด้าน จึงมักมีการใช้สปินเดิลที่สองร่วมกับการป้อนแท่งชิ้นงาน ซึ่งการผสมผสานนี้ทำให้สามารถผลิตชิ้นงานที่สมบูรณ์โดยใช้เครื่องจักรควบคุมได้
สำหรับการผลิตที่มีปริมาณมากขึ้น ตัวหมุนด้านล่างสามารถลดรอบระยะเวลาการผลิตลงได้ถึงครึ่งหนึ่งเมื่อเทียบกับแบบตัวหมุนเดี่ยว ตัวหมุนด้านล่างช่วยให้สามารถทำการกลึงคู่และทำการตัดเฉือนที่สปินเดิลที่สองและสปินเดิลหลักได้พร้อมกัน จึงช่วยลดรอบระยะเวลาในการผลิตลง รูปแบบการใช้งานทั่วไปมักเป็นชิ้นส่วนที่มีลักษณะเรียวยาว เช่น เพลา และชิ้นส่วนที่ต้องทำการตัดเฉือนทั้งสองด้านโดยใช้สปินเดิลที่สอง
ข้อเสียของการใช้ตัวหมุนด้านล่างได้แก่การที่สามารถรองรับขนาดเส้นผ่านศูนย์กลางของชิ้นงานได้น้อยลง รวมถึงใช้เวลาตั้งโปรแกรมและปรับตั้งเครื่องมือนานขึ้น จึงเป็นวิธีที่เหมาะสำหรับเครื่องกลึงที่ผลิตชิ้นงานเฉพาะอย่าง

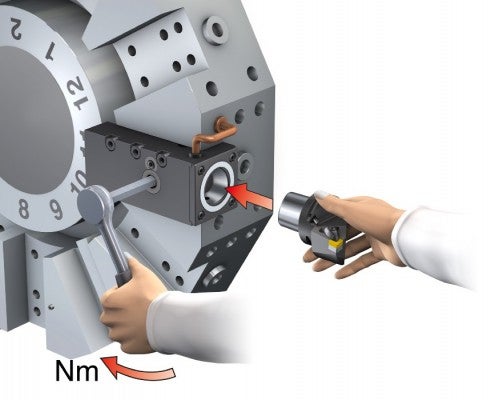
ฟังก์ชั่นออฟเซ็ตตัวจับยึดเครื่องมือ

การวัดขนาดเครื่องมือนอกเครื่องจักรจำเป็นจะต้องปรับค่าศูนย์สำหรับตำแหน่งจับยึดแต่ละจุดให้เหมาะสม ฟังก์ชั่นออฟเซ็ตของตัวจับยึดเครื่องมือทำให้สามารถติดตั้งเครื่องมือที่วัดมาล่วงหน้าแล้วลงในชุดจับยึดและทำการตัดได้อย่างถูกต้องตั้งแต่งานชิ้นแรก ซึ่งช่วยลดเวลาในการวัดและลดจำนวนชิ้นงานเสียลงได้
ปั๊มแรงดันสูง
เครื่องจักรส่วนใหญ่จะมีระบบน้ำหล่อเย็นแรงดันสูงซึ่งมีสมรรถนะอยู่ที่ประมาณ 70 บาร์ (1015 psi)
อ่านข้อมูลเพิ่มเติมเกี่ยวกับระบบจ่ายน้ำหล่อเย็น
ระบบอัตโนมัติ
เครื่องจักรและระบบเครื่องมือในอนาคตจะถูกขับเคลื่อนโดยความท้าทายด้านโลกาภิวัตน์ ปัญหาการขาดแคลนแรงงานทักษะ วงจรชีวิตของผลิตภัณฑ์ที่สั้นลง และความต้องการลดต้นทุนการผลิตอย่างต่อเนื่อง ตลอดสองทศวรรษที่ผ่านมา แนวโน้มในภาพรวมแสดงให้เราเห็นว่า บริษัทผู้ผลิตส่วนใหญ่มุ่งเน้นไปที่การลดจำนวนของขั้นตอนการผลิตและระยะเวลารวมของการผลิต (Total Manufacturing Time หรือ TMT) ทำให้มีการใช้กระบวนการอัตโนมัติมากขึ้น ซึ่งมีขนาดที่เล็กลง และต้องทำการควบคุมด้วยตนเองน้อยลง
เครื่องจักร เครื่องมือ และ CAM ยังคงพัฒนาฟังก์ชั่นใหม่ๆ ขึ้นมาเพื่อช่วยให้การผลิตสามารถปรับตัวต่อความท้าทายในอนาคตได้
เมื่อกล่าวถึงการพัฒนาระบบอัตโนมัติ แม้ว่าเครื่องกลึงจะด้อยกว่าเครื่องแมชชีนนิ่งเซ็นเตอร์ แต่เราคาดว่าในอนาคตจะเกิดวิวัฒนาการและการปฏิวัติในด้านต่างๆ ดังต่อไปนี้:
- การใช้น้ำหล่อเย็นแรงดันสูงเพื่อช่วยในการควบคุมเศษตัด ซึ่ง Coromant Capto® สามารถรองรับแรงดันได้สูงถึง 200 บาร์ (2900 psi) แล้ว
- ระบบเปลี่ยนเครื่องมืออัตโนมัติโดยใช้หุ่นยนต์หรือแกนทรี
- การปรับมาตรฐานเพื่อเพิ่มประสิทธิภาพและการสื่อสาร
- ระบบเชื่อมต่อป้อมมีดรวมถึงเครื่องแมชชีนนิ่งเซ็นเตอร์ที่ใช้ระบบเชื่อมต่อสปินเดิลแบบทั่วไปจำเป็นต้องใช้ระบบเชื่อมต่อ ISO แบบใหม่เพื่อลดความซับซ้อนของเครื่องมือ
- ข้อมูลผลิตภัณฑ์ – ข้อมูลของเครื่องมือที่ได้ระบุไว้ใน ISO13399 จะทำให้สามารถใช้ข้อมูลเดียวกันในการระบุข้อมูลของเครื่องมือได้ในอนาคต
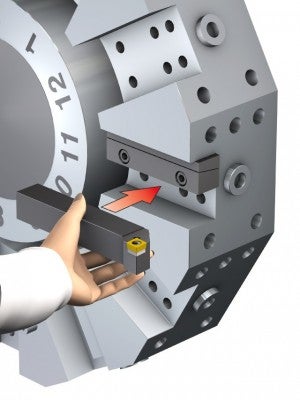
ระบบเครื่องมือแบบเปลี่ยนเร็วสำหรับเครื่องกลึง
แม้ว่าเครื่องกลึงมีระบบสลับเครื่องมืออย่างรวดเร็ว แต่โดยทั่วไปจะมีการใช้ประโยชน์น้อยกว่าเครื่องแมชชีนนิ่งเซ็นเตอร์เนื่องจากระยะเวลาในการเปลี่ยนเครื่องมือและการปรับตั้ง ใช้ตัวจับยึดเครื่องมือแบบเปลี่ยนเร็วเพื่อลดเวลาที่ใช้ในการวัด การปรับตั้ง และการเปลี่ยนเครื่องมือ ซึ่งจะช่วยให้มีเวลาทำการตัดเฉือนได้มากยิ่งขึ้น
ระบบเปลี่ยนเครื่องมืออัตโนมัติสำหรับเครื่องกลึง
เครื่องกลึงที่ติดตั้งป้อมมีด ATC-MACU จะมีระบบเปลี่ยนเครื่องมืออัตโนมัติสำหรับตัวจับยึดทั้งแบบหมุนเครื่องมือและหมุนชิ้นงาน
ดูข้อมูลเพิ่มเติมเกี่ยวกับระบบเปลี่ยนเครื่องมืออัตโนมัติสำหรับเครื่องกลึง

วิธีแก้ปัญหาความยาวพิกัดจำกัด
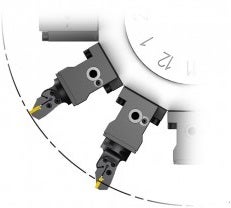
เครื่องจักรจะมีเส้นผ่านศูนย์กลางสูงสุดสำหรับการหมุนของป้อมมีด ระยะยื่นของเครื่องมือภายนอกทั้งหมดต้องอยู่ภายในเส้นผ่านศูนย์กลางดังกล่าว เพื่อให้ป้อมมีดสามารถหมุนได้โดยไม่เกิดการชน ชุดหัวตัดสำหรับงานกลึงมีความยาวและขนาดเหมือนกันสำหรับ Coromant Capto® แต่ละขนาด
ชุดจับยึดสำหรับระบบเชื่อมต่อป้อมมีดของเครื่องจักรแต่ละเครื่องได้รับการออกแบบเพื่อให้สามารถติดตั้งหัวตัดมาตรฐานภายในเส้นผ่านศูนย์กลางการหมุนของป้อมมีดได้ เมื่อใช้ตัวจับยึดเครื่องมือแบบหมุน ควรใช้เครื่องมือให้มีขนาดสั้นที่สุดเท่าที่เป็นไปได้ เพื่อให้พอดีกับเส้นผ่านศูนย์กลางการหมุนและเพิ่มความมั่นคงในการทำงาน
แบริ่งที่ตัวจับยึดเครื่องมือแบบหมุนจะอยู่ใกล้กันมากกว่าเครื่องแมชชีนนิ่งเซ็นเตอร์ ความยาวพิกัดสั้นจะช่วยลดการสั่นสะท้านและเพิ่มความสามารถในการผลิตเนื่องจากมีความมั่นคงในการทำงานมากขึ้น สำหรับเครื่องมือภายนอกที่มีขนาดยาวกว่าหัวตัดมาตรฐาน จะมีเส้นผ่านศูนย์กลางการหมุนของป้อมมีดเป็นขีดจำกัด
สำหรับงานที่ต้องมีการเคลื่อนเข้าของเครื่องมือ สามารถใช้เครื่องมือ Coromant Capto แบบสั้นเพื่อให้มีความยาวพิกัดสั้นที่สุดและอยู่ภายในระยะหลบของป้อมมีดได้ เครื่องมือ Coromant Capto® แบบสั้นไม่มีร่องยึดและใช้กับระบบเปลี่ยนเครื่องมือด้วยตนเองเท่านั้น



ตัวอย่างของเครื่องมือ Coromant Capto® ชนิดมีและไม่มีร่องยึด
เครื่องกลึงกัดหลายแกนแนวตั้ง
จดเดนหลกของเครองกลงกดหลายแกนไดแกความสามารถในการรวมกระบวนการตดและการปรบตงหลายชนดไวในเครองจกรเครองเดยว... keyboard_arrow_right
เครื่องกลึงกัดหลายแกนแนวนอน
เครองกลงกดหลายแกนสามารถรวมกระบวนการตดหลายชนดไวดวยกนและตงคาไดจากเครองจกรเพยงเครองเดยว... keyboard_arrow_right
ระบบเครื่องมือแบบเปลี่ยนเร็ว
ปจจยเกยวกบประสทธภาพการผลต ประสทธภาพการผลตหมายถงจำนวนของชนงานทผลตไดตอกะหรอตอสปดาห... keyboard_arrow_right
CoroBore® BC
เลอกการทำงานไดมากถง 4 รปแบบในอปกรณชนเดยวทออกแบบมาโดยเฉพาะ ใชคมตดไดสงสดสองชดตอขนตอนการทำงาน ชวงเสนผานศนยกลาง: 25‒200... keyboard_arrow_right
