
การเลือกหัวจับ

หัวจับใช้สำหรับจับเครื่องมือแบบด้ามกลม โดยแบ่งออกเป็นหลายประเภท ซึ่งการเลือกหัวจับจะขึ้นอยู่กับ:
- การใช้งาน: ดอกเอ็นมิล, ดอกสว่าน, ดอกต๊าป, รีมเมอร์
- วัสดุชิ้นงานและพิกัดความเผื่อ
- การผลิต: ปริมาณมากหรือแบบผสมผสาน
- น้ำหล่อเย็น: แบบแห้ง, อิมัลชั่น, MQL – จ่ายผ่านเครื่องมือหรือจากภายนอก
การเปรียบเทียบหัวจับ
ตารางด้านล่างแสดงการเปรียบเทียบระหว่างหัวจับประเภทต่างๆ เพื่อช่วยในการตัดสินใจเลือกหัวจับที่ดีที่สุด
 |  |  |  |  | |
| หัวจับ ไฮดรอลิกความเที่ยงตรงสูง | หัวจับ Shrink Fit | หัวจับกำลงสูง | หัวจับคอลเลท ER | Weldon | |
| การป้องกัน เครื่องมือหลุด, การส่งถ่ายแรงบด | ดีมาก | ดีมาก | ดี | พอใช้ | ดมาก |
| ใช้งานง่าย | ดีมาก | พอใช้ | ดี | ดี | ดมาก |
| ความเที่ยงตรงสูง | ดีมาก | ดีมาก | ดี | พอใช้ | พอใช |
| ความยืดหยุ่น | ดีมาก | ดี | ดีมาก | ดีมาก | พอใช |
| ความสามารถในการเข้าถึงพื้นที่ตัดเฉอน | ดีมาก | ดีมาก | พอใช้ | ดี | พอใช |
ด้ามกลม
ด้ามกลมจะมีการจับยึดอย่างสม่ำเสมอ โดยจะใช้เพื่อให้มีการเบี่ยงเบนหนีศูนย์อย่างแม่นยำที่สุดสำหรับการกัด การเจาะ และการรีม เนื่องจากไม่มีส่วนแบนหรือการล็อค จึงมีข้อจำกัดด้านแรงบิดและแรงแนวแกนก่อนที่ด้ามจะเคลื่อนเข้าไปในตัวจับยึด
หัวจับไฮดรอลิก
แผนไฮดรอลิกให้แรงจับยึดและความแม่นยำของการเบี่ยงเบนหนีศูนย์สูง และยังใช้งานง่ายโดยไม่จำเป็นต้องใช้อุปกรณ์แยกต่างหาก สามารถใช้คอลเลทเพื่อลดจำนวนหัวจับที่ต้องใช้ลงได้ รวมถึงส่วนใช้งานสามารถจ่ายน้ำหล่อเย็นได้โดยใช้เครื่องมือ (การเจาะ) หรือใช้คอลเลท (การกัด)
หัวจับ Shrink Fit
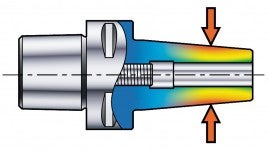
รูของหัวจับจะมีขนาดเล็กกว่าเส้นผ่านศูนย์กลางด้ามเล็กน้อย โดยหัวจับจะถูกทำให้ร้อนจนเกิดการขยายตัวเพื่อการเปลี่ยนเครื่องมือ เนื่องจากหัวจับ Shrink Fit มีการขยายตัวจากความร้อนระหว่างตัวจับยึดกับด้ามเครื่องมือ จึงใช้สำหรับเครื่องมือทรงกลมคาร์ไบด์แบบชิ้นเดียวเป็นหลัก ซึ่งต้องใช้อุปกรณ์ให้ความร้อนในการเปลี่ยนเครื่องมือ โดยจะใช้หัวจับแต่ละหัวสำหรับเส้นผ่านศูนย์กลางด้ามขนาดเดียวและการจ่ายน้ำหล่อเย็นเท่านั้น หัวจับ Shrink Fit จึงเหมาะกับการผลิตที่มีพื้นที่ปรับตั้งเครื่องมือสำหรับการเปลี่ยนเครื่องมือมากที่สุด
หัวจับ Shrink Fit มีความสามารถในการเข้าถึงพื้นที่ตัดเฉือนได้ดีและให้ความแม่นยำของการเบี่ยงเบนหนีศูนย์สูง โดยมีแรงจับยึดระดับปานกลางถึงสูง
หัวจับคอลเลท ER (DIN6499)

แม้จะมีความแม่นยำของการเบี่ยงเบนหนีศูนย์และแรงจับยึดด้อยกว่าหัวจับไฮดรอลิกหรือแบบ Shrink Fit แต่หัวจับคอลเลท ER ก็มาพร้อมคอลเลทและมีความยืดหยุ่นเป็นพิเศษ จึงเป็นหัวจับแบบอเนกประสงค์ที่ช่วยประหยัดค่าใช้จ่ายสำหรับงานเจาะและงานกัดแบบเบา สามารถทำการเปลี่ยนเครื่องมือได้ที่เครื่องจักรโดยใช้อุปกรณ์จับยึด ทั้งนี้ การใช้ไขควงวัดแรงบิดในการขันหัวจับจะทำให้ขันได้ไม่แน่น ซึ่งจะทำให้ความแม่นยำลดลงและหัวจับเกิดความเสียหาย
ด้ามที่มีส่วนแบน
ด้ามที่มีส่วนแบนจะใช้ในการทำงานที่มีแรงบิดสูง ซึ่งแรงบิดที่มั่นคงเป็นสิ่งสำคัญมากกว่าความแม่นยำของการเบี่ยงเบนหนีศูนย์

ตัวต่อดอกสว่านสำหรับด้าม ISO9766

ตัวต่อดอกสว่านเหมาะสำหรับงานเจาะขนาดปานกลางถึงขนาดใหญ่ มีส่วนแบนตลอดตัวด้ามเนื่องจากดอกสว่านมีเฉพาะแรงอัดตามแนวแกนเท่านั้น (ไม่มีความเสี่ยงเรื่องการหลุด) และมีหน้าสัมผัสแนวแกนกับตัวต่อ จึงมีความมั่นคงสูงสุด ตัวต่อดอกสว่านแตกต่างจากตัวต่อ Weldon ตรงที่มีหน้าสัมผัสของตัวต่อเป็นทรงกลมและมีด้ามยาวกว่า จึงมีความมั่นคงสูงสุด
ตัวต่อ Weldon สำหรับด้าม DIN 6535-HB
ตัวต่อ Weldon หรือตัวต่อสำหรับ "งานกัด" เป็นหัวจับที่นิยมใช้สำหรับงานกัด โดยมีส่วนแบนแบบสั้นซึ่งให้ความต้านทานแรงบิดและการป้องกันเครื่องมือหลุด แต่มีข้อเสียอยู่ที่ความแม่นยำของการเบี่ยงเบนหนีศูนย์ ซึ่งถือเป็นปัจจัยสำคัญสำหรับประสิทธิภาพของเครื่องมือกัด โดยทั่วไปมักใช้หัวจับ Shrink Fit หรือแบบไฮดรอลิกแทนหัวจับประเภทนี้


ระบบจับยึดแบบสกรูถอดเปลี่ยนได้

ระบบเชื่อมต่อจับยึดแบบสกรูถอดเปลี่ยนได้มีประโยชน์หลายประการสำหรับงานกัดและงานคว้าน สำหรับเครื่องจักรขนาดเล็ก การที่ไม่ต้องใช้หัวจับทำให้สามารถใช้ความยาวพิกัดได้สั้นลง ซึ่งช่วยลดการสั่นสะเทือนได้เป็นอย่างมาก สำหรับระยะยาว สามารถปรับวัสดุและรูปทรงของด้ามให้เหมาะสมได้ง่ายกว่าเมื่อเทียบกับเครื่องมือแบบชิ้นเดียว
สำหรับงานกัด เครื่องมือคาร์ไบด์ที่มีขนาดยาวจะมีค่าใช้จ่ายสูง ซึ่งการใช้เฉพาะส่วนปลายจะช่วยลดต้นทุนด้านเครื่องมือลงอย่างเห็นได้ชัด
ตัวต่อระบบเชื่อมต่อเครื่องจักร
ใช้สำหรับสปินเดลในเครื่องจักรขนาดเล็กถึงขนาดกลางเป็นหลัก (HSK40/50/63 - สเต็ปเทเปอร์ #30, 40 - C3/C4/C5/C6) หัวจับแบบอื่นๆ ทั้งหมดจะทำให้ชุดเครื่องมือมีความยาวขึ้น ลดความยาวพิกัดให้ต่ำกว่าหน้าสัมผัสของหน้าแปลนได้สามเท่า ช่วยลดการสั่นสะเทือนและเพิ่มประสิทธิภาพในการผลิต

คาร์ไบด์/เหล็กกล้า – ทรงกระบอก
มีการเลือกความยาวด้ามเพื่อได้ความยาวทำงานที่ดีที่สุดจากหัวจับ ใช้เหล็กกล้าจนถึง to 3×D และคาร์ไบด์ถึง 8×D

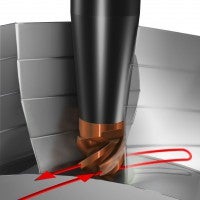
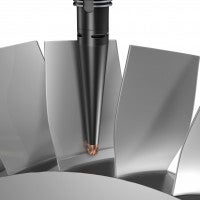
คาร์ไบด์/เหล็กกล้า – ทรงกรวย
รูปทรงกรวยมีผลต่อความมั่นคงเป็นอย่างมาก ควรใช้รูปทรงกรวยเสมอเมื่อมีระยะหลบที่สามารถใช้การตัดเฉือน 5 แกนได้ การใช้แทนดอกเอ็นมิลคาร์ไบด์ทรงกรวยมีผลต่อต้นทุนค่าเครื่องมือเป็นอย่างมาก ด้ามทรงกรวยมีอยู่ในด้ามทรงกระบอกและ Coromant Capto® สำหรับเหล็กกล้า
ด้ามเครื่องมือขนาดเล็กแบบ G – โลหะหนัก
เมื่อมีขนาดใหญ่กว่าเส้นผ่านศูนย์กลางด้ามสามเท่า จะเกิดปัญหาการสั่นสะเทือนอยู่เสมอ การปรับความยาวทำงานให้ต่ำที่สุดตามที่กำหนดจริงๆ จะทำให้สถานการณ์เปลี่ยนแปลงได้ ด้ามเครื่องมือขนาดเล็กแบบ G มีขนาดเล็กกว่าเส้นผ่านศูนย์กลางการตัด 0.3 มม. (0.012 นิ้ว) โดยจะใช้ร่วมกับคอลเลทสำหรับหัวจับไฮดรอลิกโดยเฉพาะ ซึ่งสามารถปรับความยาวของด้ามได้อย่างสะดวก โดยมีพื้นที่ใช้งานตั้งแต่ 3–6 เท่าของเส้นผ่านศูนย์กลางด้าม

ด้ามทรงกระบอกแบบเหลี่ยมสำหรับการต๊าป
ตัวต่อต๊าปได้รับการออกแบบสำหรับงานต๊าปในเครื่องจักรที่มีระบบเปลี่ยนเครื่องมืออัตโนมัติ โครงสร้างสำหรับการดึงและแรงดันจะช่วยชดเชยความแตกต่างระหว่างอัตราป้อนสปินเดลกับระยะพิตช์เกลียว ความแตกต่างระหว่างอัตราป้อนที่คำนวณได้กับระยะพิตช์จริงของดอกต๊าปแม้เพียงเล็กน้อยก็อาจก่อให้เกิดแรงกดเจาะสูงเป็นอย่างมากบนหน้าแปลนดอกต๊าปและทำให้แรงดันตัดเพิ่มขึ้น การกลึงเกลียวด้วยดอกต๊าปและด้ามทรงกระบอกแบบเหลี่ยมนั้นจำเป็นต้องใช้ตัวต่อต๊าปที่มีขนาดเท่ากันกับด้าม/ส่วนที่เป็นเหลี่ยม
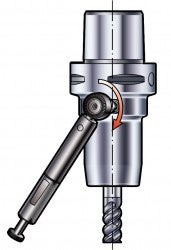
หัวจับดอกต๊าปแบบซิงโครไนซ์

หัวจับดอกต๊าปแบบซิงโครไนซ์ เช่น CoroChuck® 970 มีอุปกรณ์ปรับขนาดเล็กมากเป็นส่วนประกอบหลัก ซึ่งจะทำหน้าที่ปรับการเบี่ยงเบนในแนวแกนและแนวรัศมีให้ตรงกัน โดยมีการลดแรงกดเจาะบนขอบข้างของดอกต๊าป ทำให้ได้ผิวสำเร็จคุณภาพดีขึ้นและมีอายุการใช้งานยาวนานขึ้น หัวจับดอกต๊าปแบบซิงโครไนซ์จะใช้คอลเลท ER แบบเหลี่ยม ไม่แนะนำให้ใช้คอลเลทแบบที่ไม่เป็นเหลี่ยม เนื่องจากมีแรงบิดสูงซึ่งจะทำให้ดอกต๊าปเกิดการหมุนในคอลเลทเมื่อไม่ได้ใช้งาน
ระบบเปลี่ยนเร็ว

สำหรับตัวต่อต๊าปแบบเปลี่ยนเร็ว จะต้องเลือกใช้ตัวต่อต๊าปที่มีขนาดถูกต้องด้วย มิฉะนั้นจะมีความเสี่ยงสูงที่ดอกต๊าปจะแตกหัก รวมถึงเกลียวที่ได้อาจมีพิกัดความเผื่อไม่ดี
เพื่อให้ได้ผลลัพธ์ที่ดีที่สุดจากเครื่องจักรที่ไม่ได้ทำขึ้นสำหรับการต๊าปแบบซิงโครไนซ์ ควรปฏิบัติตามคำแนะนำดังต่อไปนี้:
- วางโปรแกรมอัตราป้อนของเครื่องจักรให้ต่ำกว่าค่าทางทฤษฎี (ระยะพิตช์เกลียวเป็นรอบต่อนาที) 10% ซึ่งจะทำให้ดอกต๊าปสามารถทำการตัดบนระยะพิตช์ได้อย่างแม่นยำ
- ลดความลึกในการต๊าปลงประมาณ 10% เพื่อป้องกันไม่ให้ดอกต๊าปแตกหัก
- เมื่อทำการต๊าปรูลึกในวัสดุเนื้ออ่อน เช่น อะลูมิเนียม ควรลดอัตราป้อนและความลึกลงประมาณ 3–5%
การเลือกหัวจับ/คำแนะนำ
| หัวจับ | ตัวเลือกแรก | ตัวเลือกที่สอง |
| ดอกสว่านแบบถอดเปลี่ยนเม็ดมีดไ้ด | ตัวต่อดอกส่วาน | |
| ดอกสว่านแบบเปลี่ยนปลายได้ | หัวจับไฮดรอลิกความเที่ยงตรงสูง (ใช้ร่วมกับคอลเลทเท่านั้น) ตัวต่อดอกสว่าน | |
| ดอกสว่านคารไบด์ | หัวจับไฮดรอลิกความเที่ยงตรงสูง หัวจับ Shrink Fit | หัวจับคอลเลท ER |
| รีมเมอร์ | หัวจับไฮดรอลิกความเที่ยงตรงสูง หัวจับ Shrink Fit | หัวจับคอลเลท ER |
| ดอกต๊าป | หัวจับดอกต๊าปแบบซิงโครไนซ์ | หัวจับคอลเลท ER ระบบเปลี่ยนเร็ว |
| ดอกเอ็นมิลแบบถอดเปลี่ยนเม็ดมีดได้ | หัวจับไฮดรอลิกความเที่ยงตรงสูง | ตัวต่อ Weldon |
| ดอกเอนมิลแบบถอดเปลี่ยนหัวได้ | หัวจับไฮดรอลิกความเที่ยงตรงสูง (สำหรับเครื่องมือกลขนาดใหญ่และระยะยื่นยาว) | ตัวต่อแบบถอดเปลี่ยนหัวได้ (สำหรับเครื่องมือกลขนาดเล็กถึงกลางและระยะยืนสั้น) |
| ดอกเอ็นมิลคาร์ไบด์ | หัวจับไฮดรอลิกความเที่ยงตรงสูง หัวจับ Shrink Fit | หัวจับคอลเลท ER |
คำแนะนำสำหรับการเจาะ
เคลดลบและคำแนะนำเกยวกบระบบจายนำหลอเยน การจายนำหลอเยนอยางถกตองถอเปนปจจยสำคญ เพอใหการเจาะมประสทธภาพ... keyboard_arrow_right
ระยะยื่นยาว - ข้อควรพิจารณา
เมอตองทำการตดเฉอนทใชระยะยาว ตงแต 4D ของเสนผานศนยกลางเครองมอ จะทำใหเกดปญหาการสนสะทานในการทำงานตดเฉอนโลหะ... keyboard_arrow_right
รายละเอียดผลิตภัณฑ์
คณสมบต เมดมดมความทนทาน เมดมดผานการเจยระไนดวยความเทยงตรงสง ชวยรบประกนวารองฟนเฟองไดมาตรฐานคณภาพ... keyboard_arrow_right
M670
ความสามารถในการผลตสงสด: ลดปญหาเวลาสญเปลาเนองจากไมตองคอยปรบตำแหนงชนงาน แมนยำ: ลบครบและขอบคมไดดวยความเทยงตรงสง เปยมประสทธภาพ:... keyboard_arrow_right
