
Rampning: tvåaxlig linjär och cirkulär
Vad är framgångsrik rampning?
Linjär rampning är ett vanligt, effektivt sätt att närma sig arbetsstycket vid bearbetning av slutna spår/fickor/hålrum, och metoden eliminerar behovet av ett borr.
Linjär rampning definieras som samtidig matning i axiell riktning (Z) och i en radiell riktning (X eller Y), dvs. tvåaxlig rampning.
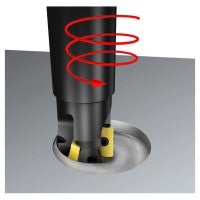
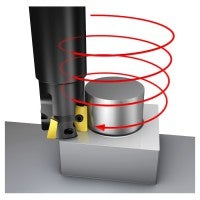
Cirkulär rampning (kallas även spiralinterpolering) är en samtidig rörelse i cirkulär verktygsväg (X och Y) och en axiell matning (Z) vid en definierad stigning och är ett alternativ till borrning.
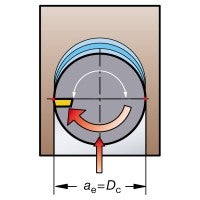
Cirkulär rampning är alltid att föredra före linjär rampning (fullspårsfräsning), eftersom spiralinterpolering är en mycket jämnare process med lägre radiellt ingrepp. Den möjliggör ren medfräsning och ger bättre spånavgång. Moturs rotation säkerställer medfräsning.
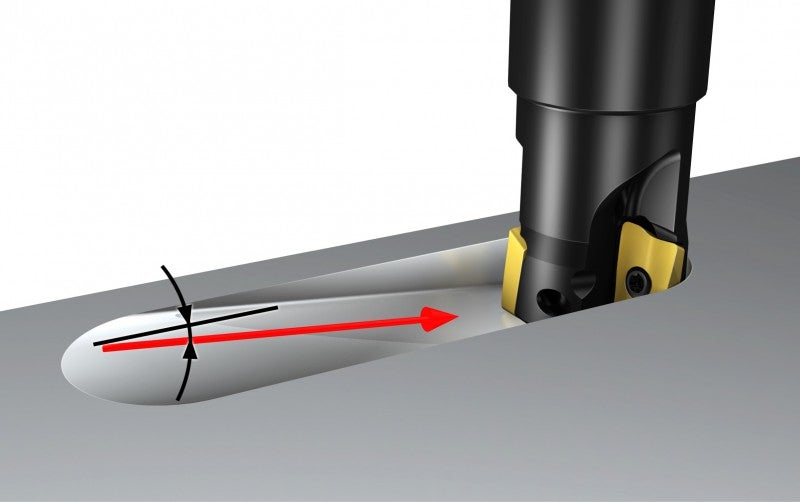
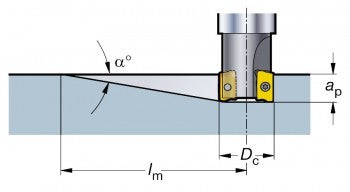
Tvåaxlig rampning – linjär
Så tillämpas rampningEn krävande fräsprocess
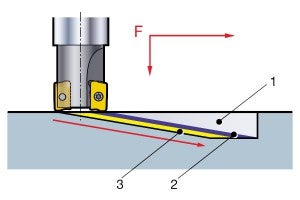
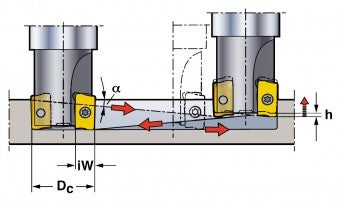
Det finns tre skärprocesser som sker samtidigt under linjär rampning:
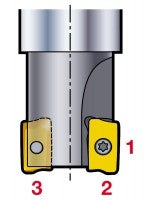
1) Periferibearbetning med huvudskäret.
2) Bottenbearbetning med huvudskäret.
3) Bottenbearbetning med biskäret.
Skärkrafterna är både axiella och radiella.
Verktyget belastas också ytterligare på grund av fullspårsfräsning, som innebär att ae=Dc, vilket skapar stora radiella krafter och långa spånor.
Bearbetningsrekommendationer
- Minska matningen till 75 % av den normala hastigheten
- Om spårfräsning utförs direkt efter rampning är det viktigt att fortsätta med lägre matning under ett avstånd som motsvarar fräsdiametern, tills biskäret har slutat skära
- Använd skärvätska för att underlätta spånavgången
- Minska verktygsradien för att minska kontaktytan
- Linjär rampning bör begränsas till smala spår som är mindre än 30 mm breda, om det är för trångt för cirkulär rampning
Upprepad rampning
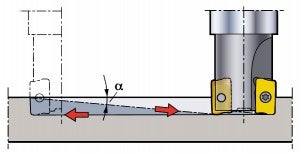
Vid rampning i flera passeringar för att producera ett djupt spår, kan man enkelt öka produktiviteten med hjälp av rampning i båda riktningarna (upprepad rampning) i stället för rampning i endast en riktning (rampning med en passering).
Observera: När fräsen matas i maximal rampningsvinkel, måste den lyftas avståndet h innan man byter riktning. Det förebygger skador på den centrala delen av skärkroppen.
Rampning med en passering.
Korrigering av verktygsväg
Upprepad rampning med maximal rampningsvinkel.
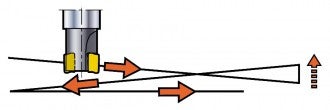
Skärradien påverkar den maximala rampningsvinkeln
Exempel:
Kurvorna i diagrammet gäller minsta och största radier. Interpolera för mellanliggande radier.
Verktygsdiameter, Dc mm

= Skärstorlek 22

= Skärstorlek 16
Tvåaxlig rampning – cirkulär
Att tänka på under processen
Det finns framför allt tre saker att tänka på vid cirkulär rampning; om de inte tillämpas korrekt uppstår problem.
- Valet av fräsdiameter efter hålstorlek
- Stigning per varv
- Matningshastighet
1. Valet av fräsdiameter efter hålstorlek
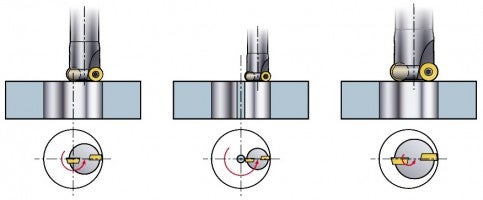
Valet av frässtorlek är mycket viktigt när man använder fräsar som inte är centrumfräsar. Fräsdiametern säkerställer att skäret skär över hålets centrumlinje.
Fräsdiametern är för liten och lämnar en kärna i mitten – som kärnborrning. Det är acceptabelt för större utskärningar, men kärnan måste stöttas när den faller av.
Om fräsen är för stor, kommer skäret inte att skära längs hålets centrumlinje och en tapp formas och fastnar på verktygets nederdel.Hål med maximal diameter
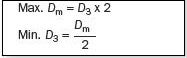
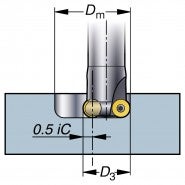
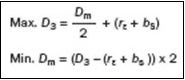
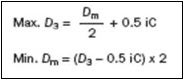
- Maximal håldiameter, Dm, som kan produceras med en kontinuerlig spiral, är 2 × D3
- Detta är fullspårsfräsning och lämnar en tapp i bottenhålets mitt
- Tappen avlägsnas genom matning mot centrum, så att en plan botten bildas
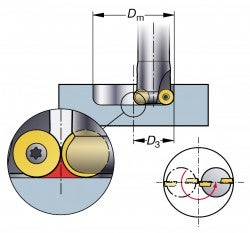
Max. håldiameter Dm
Fräsningsdiameter för plan botten
- För att ingen tapp ska lämnas kvar i ett bottenhål måste man välja rätt skärradie
- Om fräsen är för stor kan tappen inte tas bort genom att mata mot centrum
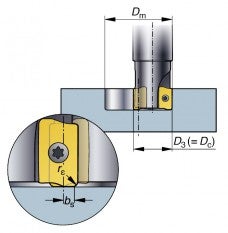
Min. håldiameter Dm
Min. håldiameter Dm
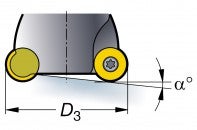
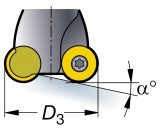
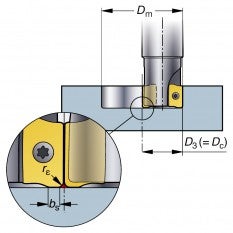
Minsta diameter för genomgående hål
- Den minsta diameter där man undviker att skärkroppen kolliderar på grund av icke-centrumskärande
- Värdet b är högsta tillåtna step-over för dykfräsning och är detsamma för maximal överlappning
- För runda skär bör b beräknas som b = 0,8 × iC
- Tappen kan inte tas bort.
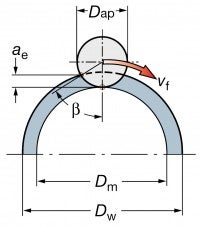
2. Stigning (P)
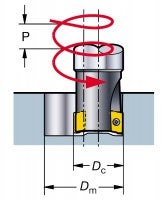
Stigningen får aldrig vara större än maximalt ap för fräskonceptet, och är beroende av håldiametern, fräsdiametern och rampningsvinkeln.
3. Matningshastighet
Matningen beror alltid på hex-värdet som motsvarar den perifera matningshastigheten, vfm. På många maskiner krävs dock verktygscentruminmatning (vf), vilket måste beräknas på följande sätt:
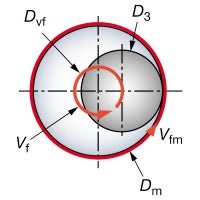
Dvf = programmerad fräsväg
Programmerad matningshastighet:
vfm = p, radiekompensering används
vf = om centrummatning av verktyget används
Utvändig cirkulär rampning
Utvändig cirkulär rampning (3-axlig)

Utvändig cirkulär rampning (2-axlig)
Vad är framgångsrik utvändig cirkulär rampning?
Jämfört med invändig rundfräsning/rampning:
- Verktygets centrummatning, vf, ökas i stället för minskas
- Det radiella djupet, ae, blir mycket mindre vid utvändig fräsning, så därför kan en högre skärhastighet användas
- hex beräknas på samma sätt som för kantfräsning
- Annars påminner programmeringstekniken mycket om invändig fräsning av hål
Fräsning av hål och hålrum/fickor
Tvåaxlig linjär rampning Cirkulär rampning Utvidgning av hål Cirkulär utvändig... chevron_right
Cirkulär rampning
Vad är cirkulär rampning med vändskärsborr? Ett roterande verktyg gör ett hål längs... chevron_right
Utvidga ett hål
Utvidgning av ett befintligt hål kan ske genom antingen cirkulär rampning eller rundfräsning. Cirkulär... chevron_right
Fräsning i steg
Vad är framgångsrik fräsning i steg? Fräsning i steg är ett alternativ till rampning... chevron_right
