
Fasfräsning
Faser, v-spår, hålkäl, svetsförberedelser och gradningsoperationer längs arbetsstyckets kanter är vanliga fasfräsningsoperationer. Beroende på maskintyp och konfiguration kan sådana operationer utföras på olika sätt. En liten planfräs, en vals-/igelfräs, en pinnfräs eller en fasfräs kan användas.
Val av verktyg
Fasfräsar
Valet av fasningsverktyg beror på flera faktorer, till exempel:
- Om det är en fram- eller bakfasningsoperation
- Fasvinkeln
- Maximalt fasdjup
- Material som ska bearbetas
En viktig faktor i framfasningsoperationer är maskinens verktygsuppsättning. Vid bakfasningsoperationer är också hålstorleken begränsande för fräsens storlek, vilket kan påverka valet av verktyg. Vid fräsning av små faser i invändiga operationer krävs vanligtvis ett solitt hårdmetallverktyg för att komma åt, men när man fräser större detaljer kan en vändskärsfräs användas.
Kompletterande fräsar för fasning
I 4- och 5-axliga maskiner, där spindeln eller arbetsstycket kan lutas, kan man använda ett antal olika verktyg för fasning och gradning, till exempel:
- 90-graders pinnfräsar
- 45-graders planfräsar
- Vid fräsning av stora faser kan vals-/igelfräsar användas

Arbetstips
Skärdata
Normalt är skärdjupet, ap, och skärbredden, ae, små i förhållande till fräsdiametern. Det innebär att de högre rekommenderade skärhastigheterna för små ingrepp bör användas. Matningen per tand, fz, kan också ökas avsevärt. Kravet på ytjämnhet är begränsande för fz.

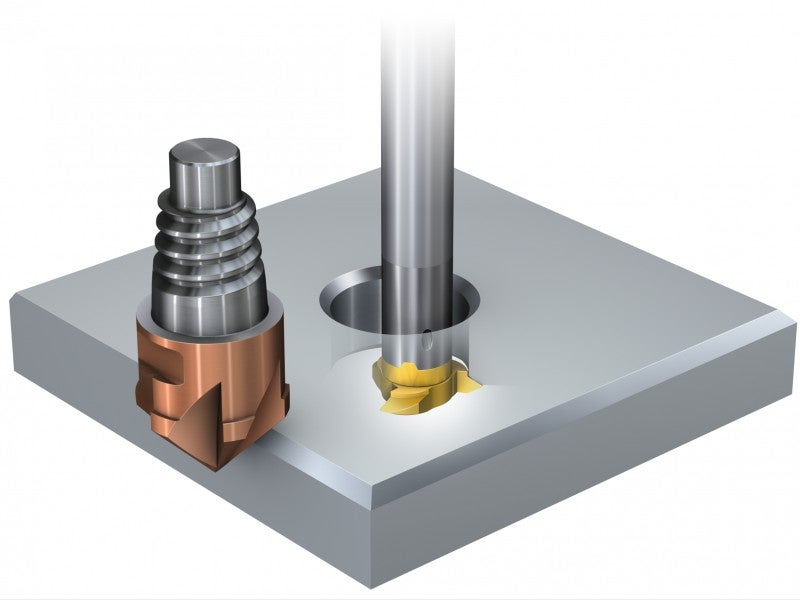
Fasning av hål
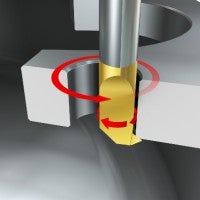
Vissa fräsar klarar både fasning och gängning. Dessa kan användas för att, med samma verktyg och skär, fasa hålet efter en slutförd gängningsoperation. Detta utförs med en cirkulär verktygsväg – se programmeringssekvensen nedan.
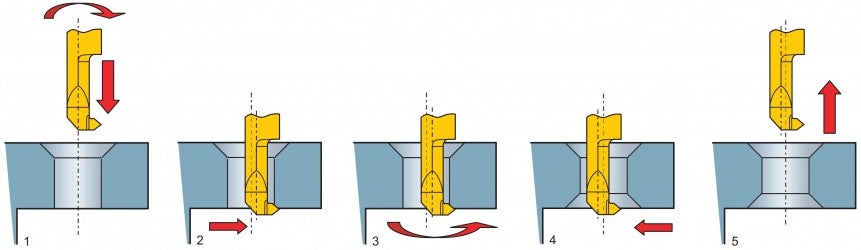
Nollpunkt för verktygslängd och radie
- Positionera fräsen över det genomgående hålets centrum, låt fräsen rotera och flytta den axiellt till flänsdjupet (Z = flänsdjup - fasstorlek)
- Mata fräsen till ingrepp med radiekompensering (Y = hålradie)
- Interpolera 360
- Mata tillbaka till hålets centrum
- Dra tillbaka fräsen
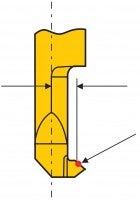
Observera: För att justera fasstorleken ändrar du Z-positionen (ändra inte diametern eftersom det kan leda till att verktyget gnids mot hålet).
Spårfräsning
Vid spårfräsning är ofta sid- och planfräsning att föredra framför pinnfräsning. Spår... chevron_right
Generatoraxel
Det finns en hel grupp typiska svarvoperationer som används för axlar som verkligen... chevron_right
Fräsning mot skuldra
Följande är exempel på operationer för fräsning mot skuldra: Hörnfräsning Periferikantfräsning Fräsning... chevron_right
Steg- och fasborrning
Fasborrning Stegborrning eller steg- och fasborrning Fasborrning Vad är ett fasat... chevron_right
