
Medfräsning kontra motfräsning
Varje gång en fräsegg går in i ett ingrepp utsätts den för en kraftig påfrestning. Hitta rätt typ av kontakt mellan eggen och materialet vid ingreppets ingång, men även vid utgången, för lyckad fräsning. Under en fräsningsoperation matas arbetsstycket antingen med eller mot fräsens rotationsriktning, vilket påverkar ingreppets start och slut, och om medfräsning eller motfräsning används.
Den gyllene regeln vid fräsning – tjockt till tunt
Vid fräsning behöver du alltid tänka på hur spånorna formas. Det är fräsens position som formar spånorna, och du bör alltid sträva efter att få tjocka spånor vid ingången och tunna spånor vid utgången för att säkerställa en stabil fräsningsprocess.
Kom ihåg den gyllene regeln vid fräsning – tjockt till tunt – för tunnast möjliga spåntjocklek vid utgång ur en passering.
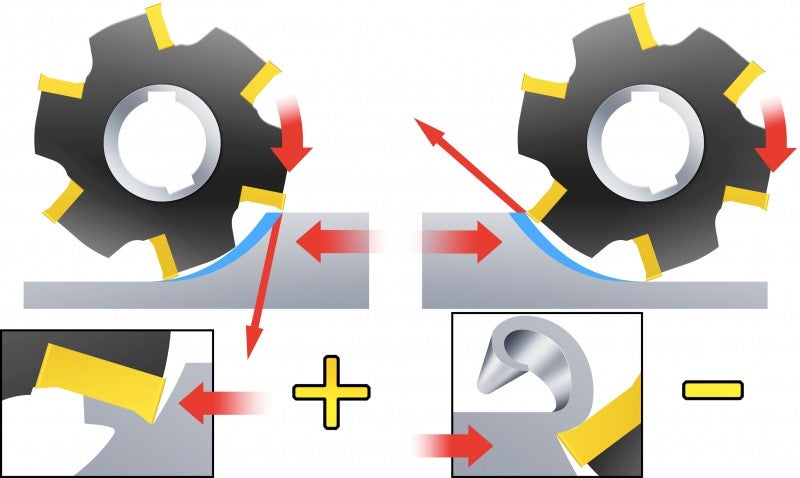
Medfräsning
Vid medfräsning matas skärverktyget i samma riktning som rotationsriktningen. Medfräsning är alltid att föredra när maskinen, fixturen och arbetsstycket medger det.
Vid perifer medfräsning minskar spåntjockleken gradvis från början av ingreppet ner till noll i slutet. Det förebygger att eggen gnids mot ytan före ingreppet.


De tjocka spånorna är fördelaktiga, och skärkrafterna har en tendens att dra in arbetsstycket i fräsen och hålla skäreggen i ingreppet.
Men på grund av detta måste maskinen också kunna hantera bordsmatningens spel med hjälp av dödgångsutjämning. Om verktyget dras in i arbetsstycket ökas matningen oavsiktligt, vilket kan leda till för tjocka spånor och eggbrott. Motfräsning kan vara det bästa alternativet i sådana fall.
Motfräsning
Vid motfräsning (konventionell fräsning) är fräsverktygets matningsriktning motsatt mot dess rotation.
Spåntjockleken börjar på noll och ökar mot slutet av passeringen. Skäreggen måste tvingas in i ingrepp, vilket skapar en gnidande eller polerande effekt på grund av friktionen, höga temperaturer och ofta en deformationshärdad yta som den föregående eggen givit upphov till. Allt detta minskar skärlivslängden.


De tjocka spånorna och högre temperaturerna vid utgången ur passeringen orsakar höga dragspänningar som minskar verktygslivslängden och ofta leder till plötsliga eggbrott. Det kan göra att spånor kletar eller svetsas fast vid skäreggen, så att de följer med runt till början av nästa passering eller orsakar eggurflisning.
Skärkrafterna tenderar att trycka bort fräsen och arbetsstycket från varandra och radiella krafter tenderar att lyfta upp arbetsstycket från bordet.
Motfräsning kan vara fördelaktigt vid stora variationer i bearbetningsmånen. Vi rekommenderar också motfräsning om du använder keramiska skär i varmhållfasta legeringar, eftersom keramer är känsliga för stötar vid ingång i arbetsstycket.
Arbetsstyckefastspänning
Verktygets matningsriktning ställer olika krav på arbetsstyckefastspänningen. Vid motfräsning måste den motstå lyftkrafter. Vid medfräsning måste den motstå dragkrafter.
Spårfräsning
Vid spårfräsning är ofta sid- och planfräsning att föredra framför pinnfräsning. Spår... chevron_right
Verktygsväg och spånbildning
Korrekt verktygsväg och spånbildning är viktiga faktorer för att uppnå en säker skäregg... chevron_right
Fräsning mot skuldra
Följande är exempel på operationer för fräsning mot skuldra: Hörnfräsning Periferikantfräsning Fräsning... chevron_right
Fräsning i olika material
Fräsning i stål Stålets bearbetbarhet beror på legeringselement, värmebehandling... chevron_right
