
Fleroperationsmaskiner

Fleroperationsmaskiner uppfyller alla behov för komponenter och operationer som fräsning, borrning, uppborrning, brotschning och gängning. Hur du konfigurerar maskinen har stor inverkan på den skärande bearbetningens effektivitet och maskinutnyttjande.
Konfiguration av fleroperationsmaskin
Konfigurera alltid maskinen efter de komponenter som ska produceras. Komponenternas geometri och kvantitet påverkar valet och definierar antalet konfigureringar som krävs.
- 3 axlig: Vertikala fleroperationsmaskiner (VMC) på ett fast bord. Ett roterande bord kan läggas till för att ge en fjärde axel för mer komplicerade former och bättre åtkomlighet
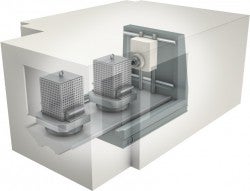
- 4 axlig: Horisontella fleroperationsmaskiner (HMC). Man använder en kub (tombstone) för att möjliggöra fyra komponentriggningar på bordet för högre produktionsvolym. Med ett palettsystem säkrar man ett högt maskinutnyttjande
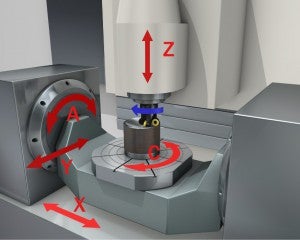
- 5 axlig, Trunnion-bord: Fixerad spindel med den fjärde och femte axeln i bordet
- 5 axlig, 90° huvud: Spindeln förser den fjärde axeln (B) med den femte axeln i bordet
Varianten med fem axlar kan ha ett svarvalternativ där den femte axeln har full rotation, vilket gör dem till flerfunktionsmaskiner.
Spindelgränssnitt

Valet av spindelgränssnitt är avgörande eftersom det ofta definierar begränsningarna för den skärande bearbetningens effektivitet. Mellan bearbetningarna bör maskinspindelgränssnittet medge snabb verktygsväxling. Men under bearbetningen är det viktigt att övergången mellan maskinspindeln och kopplingen är solid, även om skärkrafterna gör sitt bästa för att påverka gränssnittet.
Alternativ för fleroperationsmaskiner
Det finns olika maskinalterantiv som kan ge ännu högre maskinutnyttjande.
Magasin/automatisk verktygsväxling (ATC)
Det är viktigt att man avsätter tillräckligt med utrymme för verktygen i magasinet för alla operationer och komponenter, så att en snabb övergång från ett jobb till ett annat kan ske utan att man behöver byta verktyg. Om man använder systerverktyg måste detta tas med i beräkningen.
Om verktyg med stor diameter eller långa verktyg används måste man se till att den automatiska verktygsväxlingen klarar av den vikt och det moment som krävs. Detta är ofta en begränsande faktor vid användningen av långa verktyg och verktyg med stor diameter.
Palett
Med en palett kan komponenten ställas in och spännas fast medan maskinen fortfarande är i produktion. Detta ger ett utmärkt maskinutnyttjande jämfört med omriggning direkt i maskinen.

Vinkelhuvud
För att kunna utföra invändig fräsning måste spindelnosen anpassas för stöd och infästningar så att huvudspindeln kan driva hjälphuvudet. Detta verktyg kan bytas och förvaras i magasinet.


Interpolerande svarvning

Med det här maskinoptionen kan man tillverka en symmetrisk detalj på en asymmetrisk komponent och minska behovet av specialverktyg och ställbara huvuden.Läs mer om interpolerande svarvning
Högtryckspump
De flesta maskiner har möjlighet till högtrycksskärvätska på cirka 70 bar (1015 psi).
Flerfunktionsmaskiner – vertikala
Den primära fördelen med en flerfunktionsmaskin är att man kan kombinera flera bearbetningsprocesser... chevron_right
Flerfunktionsmaskiner – horisontella
I en flerfunktionsmaskin kan du kombinera flera bearbetningsprocesser och konfigurationer... chevron_right
Vertikalsvarvar
En vertikalsvarv är som en korsning mellan horisontalsvarv och karusellsvarv. Kortare... chevron_right
Interpolerande svarvning
Interpolerande svarvning utvecklades för avancerade fleroperationsmaskiner och flerfunktionsmaskiner... chevron_right
