
Flatbäddssvarvar
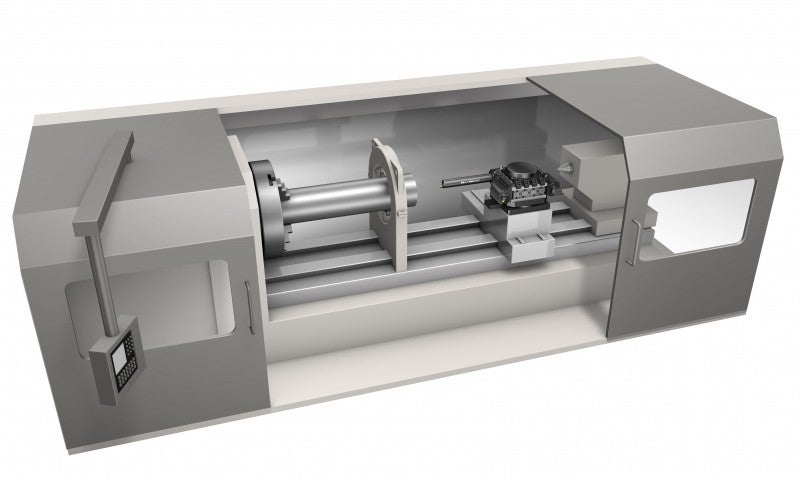
Flatbäddssvarvar används ofta vid tung bearbetning, eftersom de erbjuder en tillförlitlig, stabil och effektiv bearbetningsprocess med hög produktivitet.
Maskinkonfiguration för flatbäddssvarvar
Svarvar för tung bearbetning och flatbäddssvarvar har extremt hög stabilitet men mer begränsad verktygsväxlings- och indexeringsmöjlighet jämfört med ”snedbäddssvarvar” eller karusellsvarvar. Stora komponenter/svängdiametrar kombinerat med långa längder gör stöddockor och dubbdockor till standard.
Flatbäddssvarvar anses allmänt ha lättare att klara av laddning och lossning av stora komponenter. Ett ”mellanrum” mellan spindeldockan och bädden kan också vara användbart för att ge större komponentsvängdiametrar – vilket har gett upphov till namnet Gap Bed-svarvar.
Stora maskiner har ofta stor spindelgenomgång och vissa spindeldockor kan ha dubbla chuckar för att möjliggöra laddning genom spindeldocka.

Bäddlängderna är ofta långt över fyra meter och gör det enkelt att använda flera stöddockor. Men man bör komma ihåg att de ofta är ”fasta” dockor och att de normalt inte kan användas på samma sätt som de hydraulstyrda ”genomgående” typerna som oftast används på ”snedbäddsmaskiner” eller svarvar (konstruktionen med snedbädd kan också göra axiell positionering enklare).
Alla flatbäddssvarvar är inte utrustade med spåntransportörer, så tänk alltid över hur spånorna skall avlägsnas. Ibland kan främre och bakre transportörer vara ett bra alternativ för att minska stilleståndstiden.
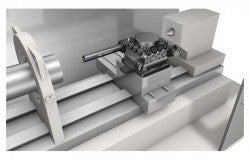
Revolverkonfiguration
Svarvoperationerna kan klassificeras som tungbearbetning, den kräver hög stabilitet och verktygslägets konstruktion är ofta viktigare än revolverns. Om maskinen ska förses med ett indexerbart verktygsläge ger VDI-laxspår (DIN 69881) extremt god stabilitet. Det är fortfarande den robustaste lösningen för krävande skärdjup liksom för att ge tillräcklig fastspänningsstyvhet för långa svarvbommar. Storlekarna 115 och 140 används ofta, 140 är att föredra för tung bearbetning och långa svarvbommar.

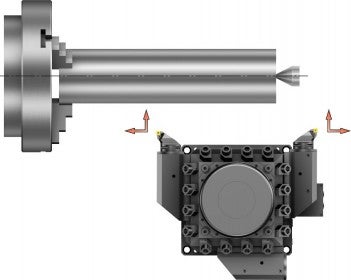
VDI-laxspår
Revolvern med fyra verktygslägen och VDI-laxspår ger rejält med intilliggande fritt utrymme, men med endast fyra indexeringspositioner för alla operationer kan detta innebära vissa begränsningar om man använder skaftverktyg.
Långa svarvbommar i revolvern kan begränsa verktygslägets indexering. Svarvbommar med snabbväxlingskoppling är nu standard upp till Ø100 (10×D) vilket möjliggör enkla och exakta verktygsväxlingar för att maximera maskinanvändningen.
Utvändig konfiguration
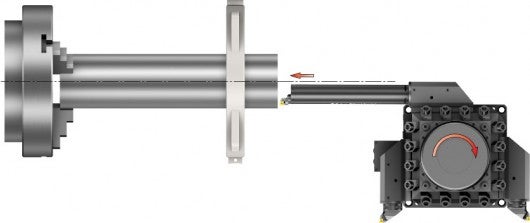
Invändig konfiguration
Bearbetning av djupa hål
Flatbäddssvarvar används ofta för djup invändig bearbetning. Man måste ta hänsyn till följande:
- Svarvbommens bädd/korsslid Svarvbommar upp till diameter 600 mm (23,622 tum) kan användasDet är viktigt att ha en delad bomhållare med minst 4XD fastspänningslängdMan måste ta hänsyn till svarvbommens momentEn balansvikt kan behövas, beroende på diameter/överhäng
- Borrspindel – roterande/stationär.
- Pumpkapacitet för långhålsborrning – tryck/flöde
- Skärvätsketankens volym.
Snabbväxling i flatbäddssvarvar

Flatbäddssvarvar är mycket stabila, men verktygsindexering och växling tar relativt lång tid. Skaftverktygshållarna är tunga och med det begränsade antalet verktygspositioner har snabbväxling en stor påverkan på maskinens effektivitet.Läs mer om snabbväxlingslösningar
Svarvar
Svarvar har många funktioner och är ofta fleraxlig. Det innebär att du kan ha en... chevron_right
Vertikalsvarvar
En vertikalsvarv är som en korsning mellan horisontalsvarv och karusellsvarv. Kortare... chevron_right
Karusellsvarvar
Karusellsvarvar, eller VTL-svarvar, är en av de mest traditionella maskintyperna.... chevron_right
Automatsvarvar
Automatsvarvar ger oöverträffade prestanda för små komponenter i stora serier tack... chevron_right
