
Vertikala flerfunktionsmaskiner
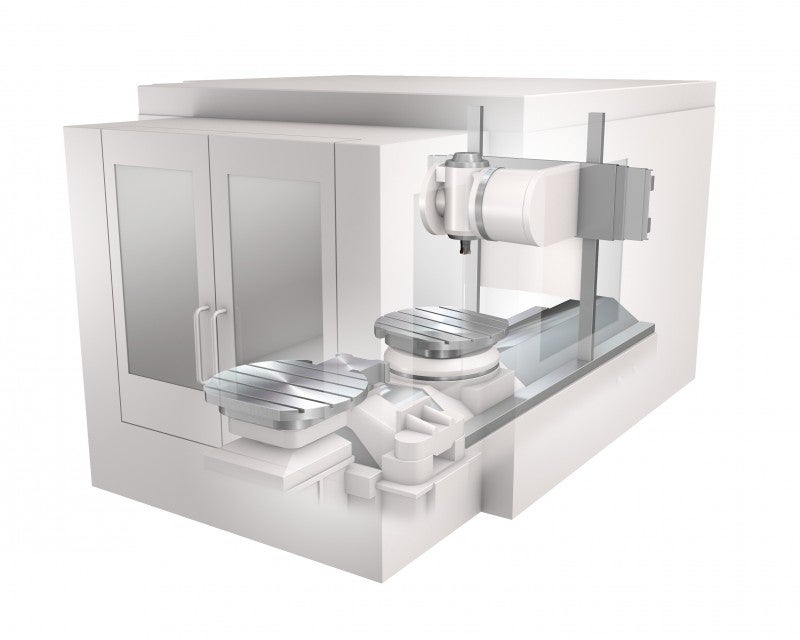
Den primära fördelen med en flerfunktionsmaskin är att man kan kombinera flera bearbetningsprocesser och konfigurationer i samma maskin, vilket minskar komponenternas konfigurations- och ledtider. I en vertikal flerfunktionsmaskin roterar komponenten runt en vertikal axel.
Konfiguration av vertikal flerfunktionsmaskin
I den vertikala fräs-/svarvmaskinen roterar komponenten runt den vertikala axeln. Komponenterna har oftast större diameter än horisontella flerfunktionsmaskiner och kräver inte stöd från en stöddocka, dubbdocka eller subspindel.
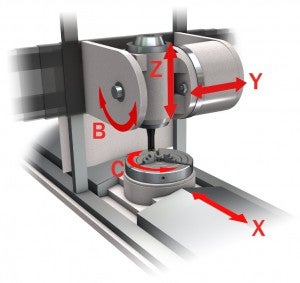
Den här maskingruppen har utvecklats från 5-axliga maskiner där man la till svarvkapacitet genom att öka C-axelns varvtal (svarvbord) och anpassa spindeln för stationär bearbetning. Genom att kombinera alla operationer i en maskin minskar man antalet komponentomriggningar ger maskinen ett ännu bredare användningsområde inom 5-axlig bearbetning.
För att lyckas med flera och komplicerade applikationer finns det några viktiga faktorer som måste tas med i beräkningen.
Spindel
Blandningen av statiska och roterande verktyg kräver en riktigt bred spindelkapacitet som kombinerar en konventionell fleroperationsmaskin och en svarv. Hög böjstyvhet, vridmomentöverföring och exakt positionering av verktygscentrumet är anledningen till varför Coromant Capto® är det lämpligaste gränssnittet för det här maskinkonceptet.
Det krävs längre verktygslängder för invändiga operationer vilket gör C8 (80 mm (3,150 tum) flänsdiameter) eller C10 (100 mm (3,937 tum) flänsdiameter) till det bästa valet för större maskiner.
Förutom att ge den bästa stabiliteten ger Coromant Capto® också den kortaste ställängden och den lägsta verktygskostnaden genom att eliminera behovet av adaptrar för maskingränssnittet.



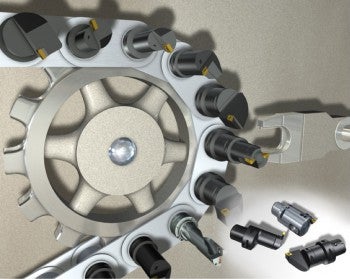
Magasin
En flerfunktionsmaskin kan ersätta en svarv och en fleroperationsmaskin och tillverka många olika komponenter. Det är viktigt att man avsätter tillräckligt med utrymme för verktygen i magasinet för alla operationer och komponenter, så att en snabb övergång från ett jobb till ett annat kan ske utan att man behöver byta verktyg.
Palett
Med en palett kan komponenten ställas in och spännas fast medan maskinen fortfarande är i produktion. Detta ger ett utmärkt maskinutnyttjande jämfört med omriggning direkt i maskinen.
Vinkelhuvud
För att kunna utföra invändig fräsning måste spindelnosen anpassas för stöd och infästningar så att huvudspindeln kan driva hjälphuvudet. Detta verktyg kan bytas och förvaras i magasinet.


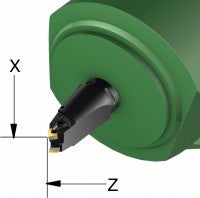
Interpolerande svarvning
Med det här maskinalternativet kan man tillverka en symmetrisk detalj på en asymmetrisk komponent och minska behovet av specialverktyg och ställbara huvuden.
Multiverktyg
Multiverktyg, svarvhållare med flera skäreggar, innebär den dubbla fördelen att man sparar både indexeringstid och magasinsutrymme. Spindelorientering, mätning och offsetförskjutning av flera positioner måste utföras.

Högtryckspump
De flesta maskiner har möjlighet till högtrycksskärvätska på cirka 70 bar (1015 psi).Läs mer om olika aspekter på skärvätska
Flerfunktionsverktyg
Den viktigaste fördelen hos flerfunktionsmaskiner är möjligheten att kombinera alla operationer på en komponent i samma maskin. Nackdelarna är ökad verktygsindexeringstid jämfört med en svarv, sämre åtkomlighet pga. B-axelns huvud och mindre magasinutrymme.
Flerfunktionsverktyg har tagits fram för flerfunktionsmaskiner och hanterar de här problemen på ett sätt som maximerar maskinens kapacitet.

Flerfunktionsmaskiner – horisontella
I en flerfunktionsmaskin kan du kombinera flera bearbetningsprocesser och konfigurationer... chevron_right
Fleroperationsmaskiner
Fleroperationsmaskiner uppfyller alla behov för komponenter och operationer som fräsning,... chevron_right
Vertikalsvarvar
En vertikalsvarv är som en korsning mellan horisontalsvarv och karusellsvarv. Kortare... chevron_right
Svarvar
Svarvar har många funktioner och är ofta fleraxlig. Det innebär att du kan ha en... chevron_right
