
Horisontella flerfunktionsmaskiner
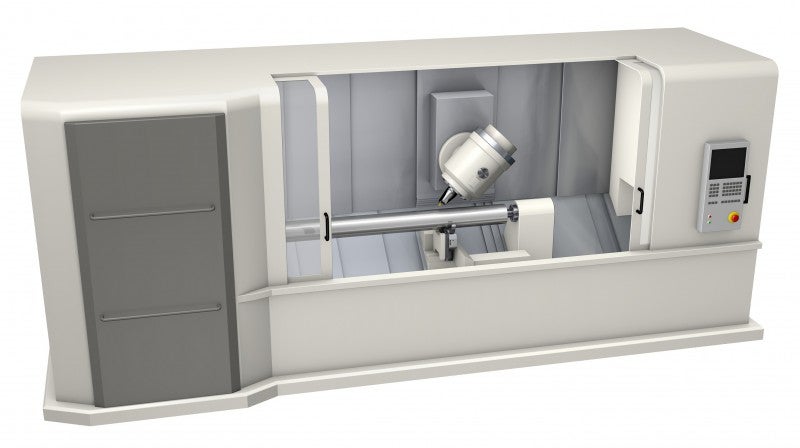
I en flerfunktionsmaskin kan du kombinera flera bearbetningsprocesser och konfigurationer i samma maskin. Flerfunktionsmaskiner är mycket effektiva och kan hjälpa er att minska era cykeltider och ledtider. I en horisontell flerfunktionsmaskin roterar komponenten runt en horisontell axel.
Konfiguration av horisontell flerfunktionsmaskin
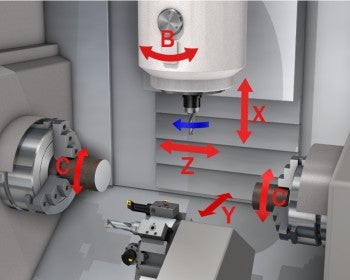
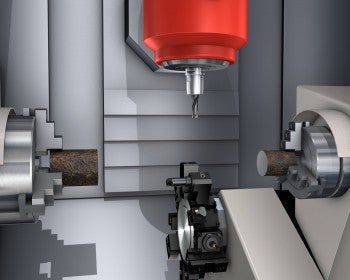
Den horisontella fräs/svarven baseras på en svarvkonstruktion. Komponenten roterar runt en horisontell axel med B-axelspindeln ovanför som håller stillastående och roterande verktyg.
I allmänhet ska mycket av bearbetningen av komponenten utföras runt symmetricentrum. Komponenterna kan vara allt från några millimeter långa till tre meter (118 tum) långa och 600 mm (23,62 tum) i diameter.
Att kunna kombinera alla operationer i en maskin är en av de största fördelarna med den här maskintypen, eftersom det minskar antalet komponentomriggningar. Dessutom kan den ofta användas tack vare sin förmåga till 5-axlig bearbetning.
För att lyckas med flera och komplicerade applikationer finns det några viktiga faktorer som måste tas med i beräkningen.
Spindel
Blandningen av statiska och roterande verktyg kräver en riktigt bred spindelkapacitet som kombinerar en konventionell fleroperationsmaskin och en svarv. Hög böjstyvhet, vridmomentöverföring och exakt positionering av skärspetshöjden är anledningen till varför Coromant Capto® är det vanligaste gränssnittet för det här maskinkonceptet.
Tack vare det stora spannet av komponent- och maskinstorlek används Coromant Capto®-spindlarna i hela spektrumet, från C3 (32 mm (1,260 tum) flänsdiameter) upp till C10 (100 mm (3,937 tum) flänsdiameter).
Förutom att ge den bästa stabiliteten ger Coromant Capto® också den kortaste ställängden och den lägsta verktygskostnaden genom att eliminera behovet av adaptrar för maskingränssnittet.



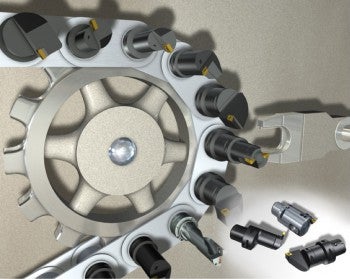
Magasin
En flerfunktionsmaskin kan ersätta en svarv och en fleroperationsmaskin och tillverka många olika komponenter. Det är viktigt att man avsätter tillräckligt med utrymme för verktygen i magasinet för alla operationer och komponenter, så att en snabb övergång från ett jobb till ett annat fungerar utan att man behöver byta verktyg.
Multiverktyg
Multiverktyg, svarvhållare med flera skäreggar, innebär den dubbla fördelen att man sparar både indexeringstid och lagerutrymme. Spindelorientering, mätning och offsetförskjutning av flera positioner måste utföras.
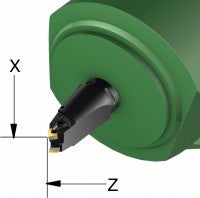

Verktygshållare med offsetförskjutningsfunktion

Tool holder offset funktionen (undre revolvern) gör det möjligt att ett förinställt verktyg kan sättas direkt i maskinen, vilket sparar mätningstid och minskar antalet kasserade komponenter. Vid förinställning, utanför maskinen, är det viktigt att ha en optimerad nollposition, så att revolverpositionen kan bearbeta korrekt från den första komponenten som tillverkas.
Subspindel/undre revolver
För att kunna slutföra en detalj krävs ofta bearbetning från båda sidor med hjälp av subspindeln. Det är lämpligast för kortare komponenter som inte kräver stöddocka. Den undre revolvern kan öka produktiviteten betydligt för maskiner med subspindlar.
Nackdelarna med den undre revolvern är reducerad komponentdiameter och ökad tid för programmering och omställning, vilket huvudsakligen gör den lämplig för mindre flerfunktionsmaskiner som tillverkar komponenter i stora volymer.
Dubbdocka/stöddocka
Långa slanka komponenter med invändig bearbetning kräver dubbdocka och stöddocka istället för subspindel och undre revolver. Den långa svarvbomsadaptern är ett naturligt val beroende på längden på hålet som ska bearbetas.


Lång svarvbomsadapter
Normalt begränsar ett vanligt magasinbyte och automatiskt byte verktygslängden. På större maskiner kan det finnas förvarings- och verktygsväxlingsfunktioner för långa svarvbommar. Med automatisk verktygsväxling även för skärhuvuden i änden på svarvbommen kan man få både flexibilitet och automatisering.
Högtryckspump
De flesta maskiner har möjlighet till högtrycksskärvätska på cirka 70 bar (1015 psi).Läs mer om olika aspekter på skärvätska
Flerfunktionsverktyg
Den viktigaste fördelen hos flerfunktionsmaskiner är möjligheten att kombinera alla operationer på en komponent i samma maskin. Nackdelarna är ökad verktygsindexeringstid jämfört med en svarv, sämre åtkomlighet pga. B-axelns huvud och mindre magasinutrymme.
Flerfunktionsverktyg har tagits fram för flerfunktionsmaskiner och hanterar de här problemen på ett sätt som maximerar maskinens kapacitet.

Flerfunktionsmaskiner – vertikala
Den primära fördelen med en flerfunktionsmaskin är att man kan kombinera flera bearbetningsprocesser... chevron_right
Fleroperationsmaskiner
Fleroperationsmaskiner uppfyller alla behov för komponenter och operationer som fräsning,... chevron_right
Svarvar
Svarvar har många funktioner och är ofta fleraxlig. Det innebär att du kan ha en... chevron_right
Vertikalsvarvar
En vertikalsvarv är som en korsning mellan horisontalsvarv och karusellsvarv. Kortare... chevron_right
