
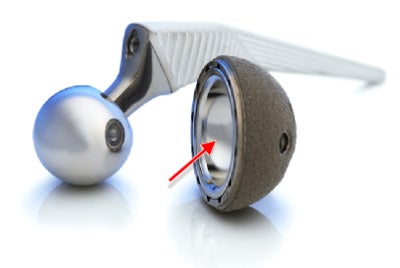
寛骨臼(かんこつきゅう)カップ
コバルトクロムは非常に硬い被削材です。カップの内径加工で必要なことは、高品質の加工面、びびりの削減、そして全ロットを加工できるチップです。
チップ寿命に関してVc はあまり影響しませんが、送り(fn /fz)を0.15 mm(0.006 inch)以上にすると悪影響を及ぼします。
要求事項
- サーキュラランピングによる効率の高い加工プロセス
- より長いチップ寿命と少ないチップ破損
- 安全な加工プロセス
- 短いサイクルタイム
- 丸形ポジチップによる高品質の加工面

加工ソリューション
- コロドリル846を使った穴あけ加工
- コロミル216 を使ったヘリカル加工(詳しくは下記をご参照ください)
- 丸形ポジチップを使った中仕上げ旋削加工
- 丸形ポジチップを使った仕上げ旋削加工 (詳しくは下記をご参照ください)
- 突切り加工
- 研磨加工
加工ソリューション – ヘリカル加工
ヘリカル加工は、主に中仕上げ加工前に行われます。フライス工具のツールパスをらせん状に走らせ、内径の大まかな形状を作ります。ピッチ1.5 mm(0.060 inch)のらせん状ツールパスを使用してください。
加工ソリューション - 仕上げ旋削加工
寛骨臼(かんこつきゅう)カップの加工
- カップ内径
- カップ外径
カップの外径加工における必要事項は、優れた切りくず処理、びびりの削減および全ロットの加工が可能なチップです。
サブスピンドル内の専用固定器具を用意することが重要です。

要求事項:
- 工具寿命の向上
- 安全な加工プロセス
加工ソリューション
- 荒加工:T-Max P(ネガバイト)を使います。優れた切りくず処理と安全な加工プロセスのために、コロターンHPを使用してください。
- 中仕上げ/仕上げ旋削加工:丸型ポジチップを使います。(詳しくは下記をご参照ください)
加工ソリューション – 中仕上げ/仕上げ旋削加工
トレパニング加工
トレパニング加工とは? トレパニング加工は、穴あけされる部分の材料全体を切削して切りくずにする従来の穴あけ加工ほど大きな動力を必要としないため、機械の動力が制限されている場合の大径穴加工に用いられる加工方法です。トレパニング工具は径全体を加工するのではなく、外周のリング形状のみを加工します。すべての材料を切りくずとして除去するのではなく、穴の中心にコアが残ります。したがってこの加工方法は貫通穴向けのものです。 トレパニング加工の推奨セットアップ 調整スクリュー 工具回転/ワーク回転ドリル 外周刃は中心刃カートリッジより0.20... chevron_right
穴あけ加工のヒント
給油のヒントとこつ 適切な給油は、穴あけを成功させるためにきわめて重要です。給油は以下に影響を及ぼします。 切りくず排出 穴品質 工具寿命 クーラントタンクの容積は、ポンプの1分間当たりの供給量の510倍が必要です。クーラントの流量が十分であることが重要です。 ストップウォッチと適当な大きさのバケツを使用して、容量をチェックすることができます。 給油における圧力と径の関係 (圧力:赤、径:黄、油量:青) ドリルから吐出される量をチェックします 水溶性オイル... chevron_right
熱交換器
化石燃料から電気へのエネルギー変換は、発電所で行われます。発電所では、石炭や石油、またバイオマスや木材などの代替エネルギー資源の燃焼によって、高温蒸気が生成されます。このボイラーシステムでは、スムースチューブまたはフィン付きチューブ式の熱交換器が空気予熱器の機能を果たしています。熱交換器は、石油・ガス産業や原子力産業でも使用されています。 1.... chevron_right
ねじ切り加工
このセクションでは、ねじ切り旋削加工、スレッドミリング加工あるいはタップ加工に対する切削速度、送り速度あるいはその他のパラメータを計算するためのねじ切り加工の公式と定義を説明しています。国際的な基準による種々のねじ形状の表記についても確認できます。 ねじ切り旋削加工の公式と定義 切込み 総切込み量を小さな切込みに分割することにより、チップの切刃のノーズR部分に過負荷がかからないようにします。 例: パスごとの切込み(ラジアルインフィード)の0.23–0.10... chevron_right
