
トレパニング加工
トレパニング加工とは?
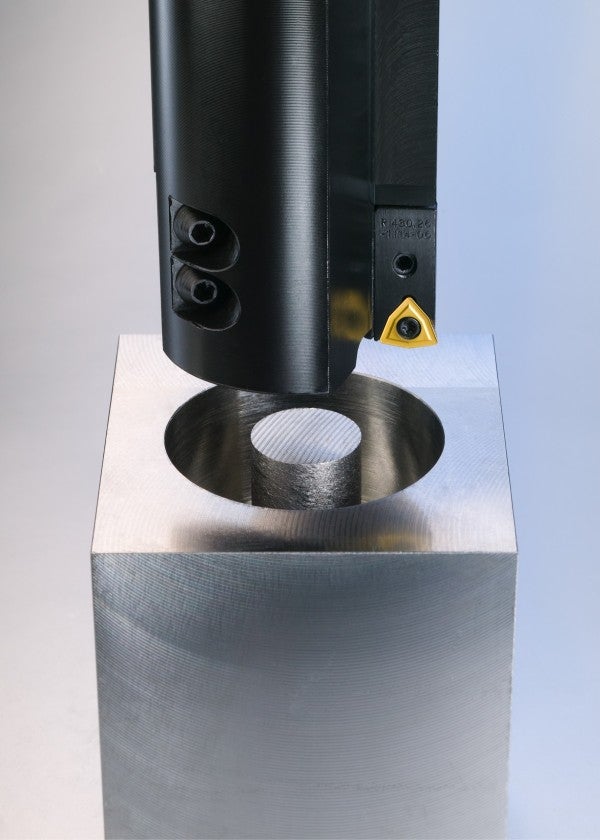
トレパニング加工は、穴あけされる部分の材料全体を切削して切りくずにする従来の穴あけ加工ほど大きな動力を必要としないため、機械の動力が制限されている場合の大径穴加工に用いられる加工方法です。トレパニング工具は径全体を加工するのではなく、外周のリング形状のみを加工します。すべての材料を切りくずとして除去するのではなく、穴の中心にコアが残ります。したがってこの加工方法は貫通穴向けのものです。
トレパニング加工の推奨セットアップ
調整スクリュー
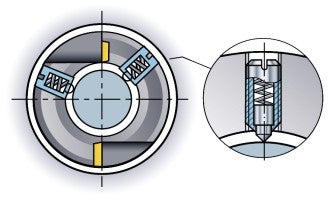
工具回転/ワーク回転ドリル
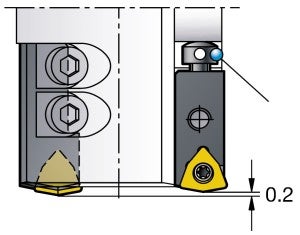
外周刃は中心刃カートリッジより0.20 mm (0.008 inch)後方にセットする必要があります。
ワーク回転ドリル
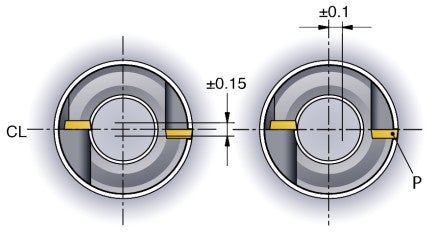
- ドリルはチップが水平軸上にある状態で位置決めする必要があります
- ドリルのオフセットは、外周刃に対してワーク中心線から0.15 mm (0.006 inch)以下とします
- 外周刃 (P) は主軸中心線 (CL)から+0.1 mm (0.004 inch)の範囲内の水平位置にセットします
コアの処理
垂直セットアップ
トレパニング加工においては、ドリルが突き抜けると残っているコアが落下しますが、基本的に問題はありません。
水平セットアップ
長くて重いコアには、コアが落下して中心刃が折れないように、コアサポートが必要になることがあります。
回転ドリル - コア固定
コアに穴をあけます。穴にプラグを入れ、コア (C) が落下するのを防ぎます。
C
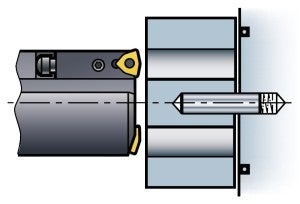
ワーク回転ドリル - コアサポート
ドリルにコアサポートを装着する場合は、カートリッジが垂直軸上にあり、外周刃が下向きになった状態でドリルを取り付ける必要があります。
径調整穴あけ加工
径調整穴あけ加工は、刃先交換式ドリルでのみ可能です。 刃先交換式ドリルの径を調整することで、加工範囲が拡張し、以下のことが可能になります。 正確なドリル径をプリセットして厳しい穴公差を実現。ドリルとチップの製造公差を考慮する必要がなくなります ドリル径よりも大きい径の穴を生成することで、他のサイズのドリルの在庫が必要なくなります ワーク回転加工でも可能な標準ドリルで段付き面取り穴を生成することが可能です。 注 :ドリルを小径に調整することは推奨しません。それが原因で、ドリル本体が穴の壁面に当たって傷ができることがあります。 ドリルより大きな穴を生成する 径の最大調整は、中心刃と外周刃のオーバーラップによって決まります。径調整は切削抵抗に影響を及ぼします、推奨範囲の低めの送りを選択してください。 径方向穴あけのワーク回転加工 径調整のオフセット ドリルの公称径よりも大きな穴あけ加工ができる テーパ穴の加工に使用可能 面取りおよび逃げの加工が可能 1パスで、面取りと同時に、ねじ切り用下穴加工が可能 旋盤でのプリセット ドリルをプリセットすることにより、ドリル本体、チップシート、チップの製造公差を考慮する必要がなくなります。安定した加工条件での径方向穴あけにおいては0.05... chevron_right
突切り加工
突切り加工のヒント:突切り工具の選び方 加工安定性が非常に重要なため、高精度クーラント対応の工具を選んでください。これにより切りくずを排出し、加工熱とチップ摩耗を低減、加工面品質を向上させることができます。できる限り突出し量が短い工具を使い、最大の安定性を得るためにチップをしっかりクランプしてください。部品やバー材、パイプ材を突切り加工する際は、被削材を節約し切削抵抗を最小限に抑えることが重要です。チップが細いと切削抵抗が下がり被削材を節約できます。突切り加工用に設計されたチップブレーカをお選びください。このチップは溝よりも細い切りくずを出します。突切り加工ではこれが良好な切りくず処理と加工面品質を実現します。 突切り加工の第一推奨 1コーナと2コーナのソリューションがさまざまな突切り加工の第一推奨です。溝よりも細い切りくずを出すよう設計されたチップをご使用ください。 浅突切り加工... chevron_right
旋削加工での工具寿命を延ばす方法
旋削加工時の主な3つの加工パラメータは速度、送り、切込み深さです。それぞれが工具寿命に影響します。最高の旋削工具寿命のためには: 切削速度 ( v c )... chevron_right
コーナ内側のフライス加工
コーナ内側のフライス加工には、カッターの切込みに適合する円弧と適切な送り速度の慎重な検討が必要です。 検討事項 カッターを内部コーナーに送る場合は、切込みの円弧が増えるため、刃先に余計な要求を与えることになります。 プロセスが不安定になり、びびりが発生して加工が不安定になることがよくあります 切削抵抗がふらつくと、コーナのぬすみ加工が必要になることがよくあります 工具のエッジがつぶれたり、工具が完全に破損するリスクがあります 従来のコーナフライス加工 コーナR... chevron_right
