
ボーンスクリュー加工
加工で難しい点は、スレッドワーリング加工の際、先端部に生じるバリを防ぐことです。
要求事項
- 良好な加工面品質
- 安全な加工プロセス
加工ソリューション
- 素材の荒旋削加工
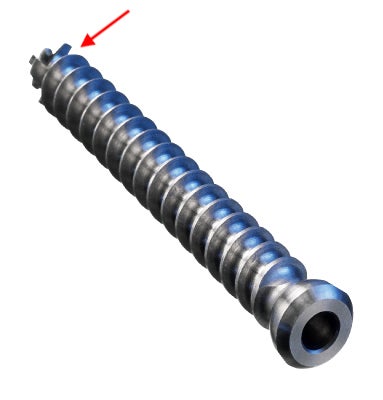
- 先端部溝のフライス加工
- スレッドワーリング加工 (詳しくは下記を参照)
- エンドミルを使ったバリ取り
- スレッドワーリング完了
加工ソリューション – 先端部のスレッドワーリング加工
まとめ
- 先端部の加工
- ねじ部の加工
- ねじ頭部の加工
細長いねじ部の加工は、曲がりやびびりを防ぐために、スレッドワーリングで行います。
スレッドワーリング加工で高送りを使用する場合、ねじの品質が課題となります。ファセット(摩耗面)はよくある問題です。
ねじ径が変わると、ワーリングリングの設定角度も変えなくてはなりません。適切なプログラミングのために、計算用ソフトウェアを使用してください。
ワーリングスピンドルは、ユニットのサイズ制約のため、ギアボックスが内蔵されています。このことに留意してください。プログラムされた回転数(rpm)は、実計測値とは異なります。ある機械では、縮小比は50%でした。
利点
- 良好な加工面品質
- 優れた寸法精度
- 安全な加工プロセス
- 高い生産性
加工ソリューション(実例)
| 50 mm(1.969inch) |
| 6 mm(0.236inch) |
| 4.90 mm(0.193inch) |
| 1.625 mm(0.064inch) |
加工ソリューション – スレッドワーリング
下記の切削条件では、安定した加工が可能で、加工音も許容範囲内です。切削条件を上げることは可能ですが、その場合、加工音が著しく上昇し、チップ摩耗も進行してしまいます。

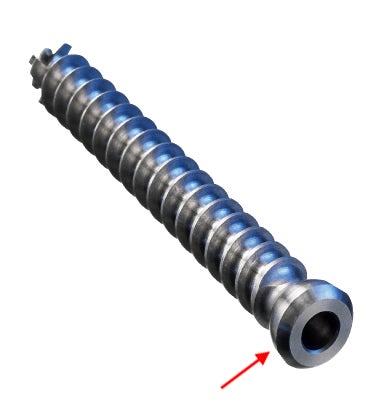
加工ソリューション – ヘッド
- 首下の旋削加工
- ねじ頭部裏の荒加工
- ねじ頭部裏の仕上げ加工
- 突切り加工
利点
- 良好な切くず処理
- 安全な加工プロセス
コロミル®326
汎用性とコスト効率に優れたこの超小型フライスカッターは、3枚刃の利点を活かして内径ねじ切り加工および面取り加工に最適です。コロミル327、コロミル328、およびコロミルプルーラの補助工具として、最小6... chevron_right
お客様がご自分で研摩
ブランク 突切り工具を研磨するストレートブランクは、2.311.6 mm (0.091–0.457 inch) の範囲で9種類の幅をご注文いただけます。これらのブランクは上面がフラットで、様々な形状に合わせて研磨することが可能です。 左右90タイプのブランクもお求めいただけます。これらは主に航空宇宙産業で使用されています。 ツールホルダ 研磨の際は標準的なツールホルダが治具として適しています。研磨ホイールの推奨設定角度については下の図をご覧ください。 研磨ホイールの仕様 粒子サイズ:US... chevron_right
穴あけ加工
「前工程で、すでに当初の加工物の価値がより高くなっている場合、穴あけ加工は生産工程の後期で行われることが少なくありません。穴あけ加工は一見シンプルですが、工具に故障が生じた場合や工具の能力を超えて使用した場合に、重大な結果を招く恐れのある複雑な加工です。 穴あけ用の初期の考慮事項 1.... chevron_right
ボーリング加工
ボーリングは、既存の穴を広げる、または穴品質を向上させるための加工方法です。穴あけの際にご利用いただける、荒加工およびファインボーリングそれぞれの幅広い加工径の様々な工具シリーズをご用意しています。 穴あけの際の最初の考慮事項 ここに挙げた最初の考慮事項は、ボーリング工具の選択とそれらの使用方法に影響を与えます。 穴 穴品質によって加工の種類と選定工具が変わります。 穴寸法、制限事項および品質要求を考慮します。 加工径 深さ 公差、加工面荒さ、位置決め、真直度 穴タイプ 通し穴 止まり穴 段付き穴 交差穴/... chevron_right
