
Maróesztergálás
Milyen a sikeres maróesztergálás?
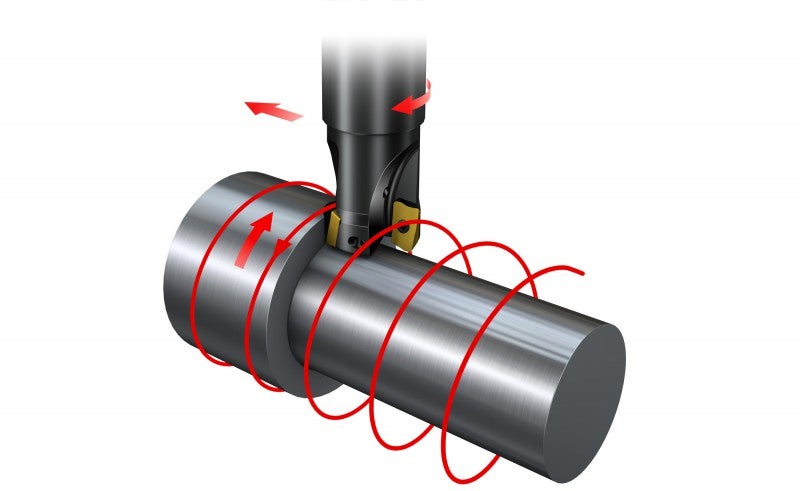
A maróesztergálás definíció szerint egy ívelt felület marása, miközben a munkadarab a középpontja körül forog.
A hagyományos marással vagy esztergálási műveletekkel elkészíthető alakzatoktól és formáktól eltérő excentrikus alakzatok állíthatók elő maróesztergálással. A módszer nagy fémeltávolítási sebességet tesz lehetővé kiváló forgácsvezetéssel.
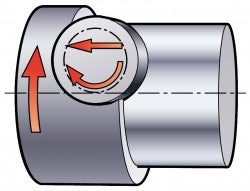
- Hengeres felület csak úgy állítható elő, ha a marószerszámot radiális irányban tolja el forgás közben
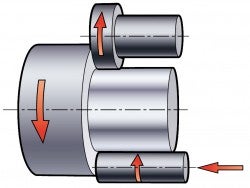
- A szerszám egyszerre két irányba történő mozgatásával excentrikus felületek állíthatók elő, pl. vezetőbütykök tengelyeken
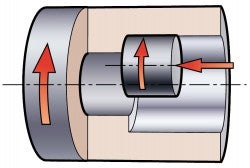
- 2 tengelynél több irányú mozgatáshoz ferde marásra képes szerszám szükséges
- Kúpos alakzat megmunkálásához 5 tengely szükséges
- Komplex profilok, pl. turbinalapátok maróesztergálásához egyszerre 5 (vagy 4) irányban történő mozgatás szükséges, 2 vagy 3 a munkadarabra, és 1 vagy 2 a szerszámra vonatkozóan
- Lehetséges a munkadarabok, például turbinalapátok készítése a marószerszám kettőnél több tengely mentén történő mozgatásával, miközben a munkadarab egyidejűleg forog
A maróesztergálási folyamat kiválasztása
Homlok maróesztergálás – 4/5 tengely
A fő eljárás külső megmunkálásnál.
+ Rövid szerszámhosszabbítók
+ Kisebb szerszámátmérők/kis nyomaték
+ Külső/karcsú alkatrészek
+ Profilmarás
− Nem természetes hengeres felület
− Belső
Kerületi maróesztergálás – 3/4 tengely
Az elv ugyanaz, mint a körinterpoláció esetében (belső/külső), de a maróesztergálás során a munkadarab és a maró is forog.
Főleg belső alakzatokhoz használható.
+ Belső megmunkálás
+ Hengeres felület
+ Keskeny hornyok
+ Menetmarás
+ Körkörösség
− Profilmarás
− Nagy átmérők/nagy nyomaték
− Hosszú kinyúlások
A maróesztergálás alkalmazása
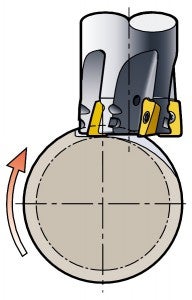
Szerszámpozíció - négyzetes lapkák/Wiper-lapkák
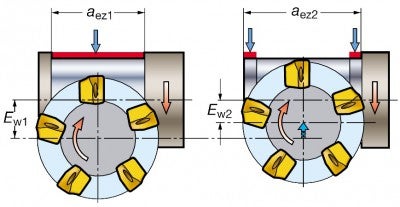
A marószerszám elhelyezése
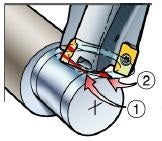
Forgásszélesség
1 = Első fogásvétel
2 = Második fogásvétel
Homlokfelület maróesztergálásánál az egyik wiper lapkával létrehozzák az egyenes vonalú érintkezést a marószerszám és a megmunkált felület között az alkatrész hengeres részének létrehozásához.
Mivel a mart felület konvex, a wiper élszalagnak síknak kell lennie koronás helyett. A szerszám teljes szélességének lefedéséhez a szerszámot legalább két eltolással kell elhelyezni, először Ew1 a munkadarab első fordulata alatt, majd Ew2 pozícióba egy második fogásvételhez.
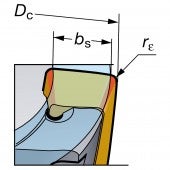
Marószerszám elhelyezése - körlapkák/nem wiper
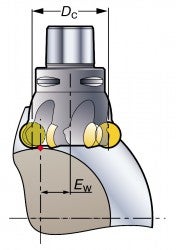
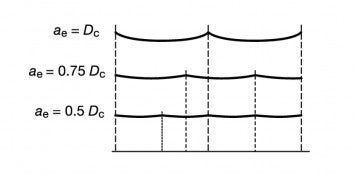
Maróesztergálás esetén a lehető legsíkabb felület létrehozásához egy kis átmérőjű marószerszám használata optimális, amelynek szélessége ae a DC effektív forgácsolási átmérő 40%-nál kevesebb.
Azonban az ae értéket növelni kell a legjobb termelékenység eléréséhez. Ez a következők növelésével érhető el:
- Szerszámátmérő
- Radiális fogásvétel aránya – ae/DC.
Az elfogadható csúcsmagasság eléréséhez a szerszámot el kell tolni a középvonaltól. Az eltolás mértéke az ae-től függ, és az adott ae/DC ábrájáról olvasható le.
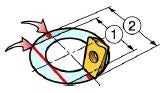
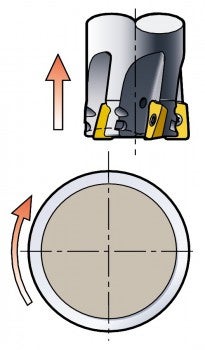
Eltolás és forgácsolási szélesség
Wiper szélesség
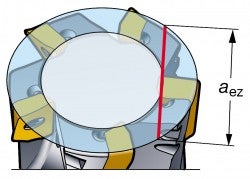
Forgásszélesség
A marószerszámnál nagyobb szélességű felület marásához először a kezdeti pozícióban kell maradni, majd el kell tolni a szerszámot axiális irányban a szükséges távolságra, amely azonban az aez1 80%-ánál ne legyen nagyobb fordulatonként. Ha egy 90°-os vállra van szükség, a szerszámnak egy második pozícióba kell lépnie Ew2.
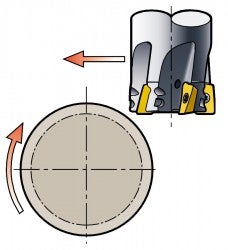
Fogásvételi alapelv
A maróesztergálási folyamat során a marószerszámot radiális irányban kell a munkadarabba tolni. A munkadarab fordulatszáma feleljen meg a lapkához javasolt fogankénti előtolásnak. A szerszámot axiálisan kell kivezetni a fogásból.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Süllyesztőmarás
Milyen a sikeres süllyesztőmarás? Süllyesztőmarás esetén a forgácsolás a szerszám... chevron_right
Általános esztergálás
Mi az esztergálás? Az esztergálás hengeres és ívelt formákat hoz létre egy egycsúcsú... chevron_right
Sarokmarás
A sarokmarási műveletek közé tartoznak a következők: Sarok-/homlokmarás Élperifériás... chevron_right
Marás
A marási alkalmazások sikeres kimenetelének megítélése nagymértékben függ számos... chevron_right
