
Sarokmarás
A sarokmarási műveletek közé tartoznak a következők:
- Sarok-/homlokmarás
- Élperifériás marás
- Vékony, kihajló falak sarokmarása
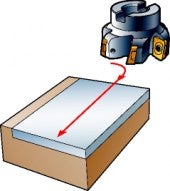
Sarok-/homlokmarás

Milyen a sikeres sarok-/homlokmarás?
A sarokmarás két felületet hoz létre egyidejűleg, amelyhez kerületi marás és homlokmarás is szükséges. Egy valódi kilencven fokos váll elérése az egyik legfontosabb követelmény. A sarokmarás végezhető hagyományos derékszögű sarokmaróval, illetve szármaróval, hosszú élű maróval vagy palást- és homlokmaróval. A számos opciónak köszönhetően fontos az üzemi követelményeket gondosan mérlegelni az optimális választás érdekében.
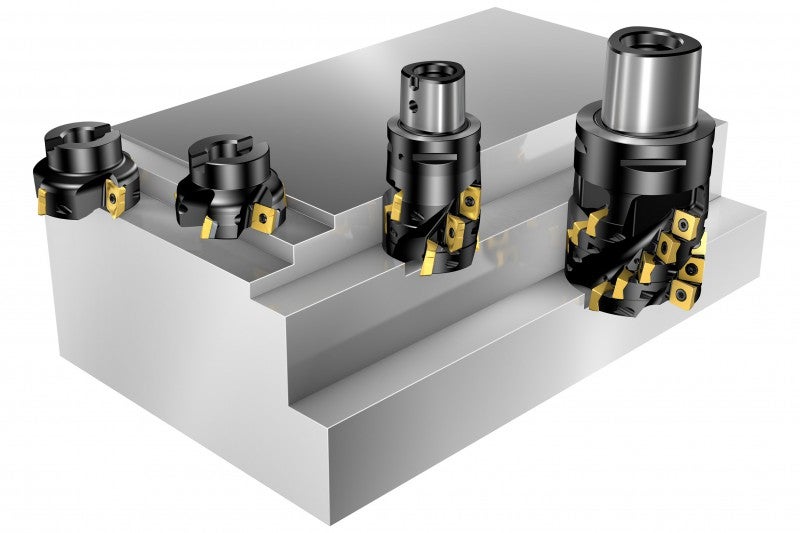
Szerszámválaszték
Sarokmarók
A hagyományos kialakítású derékszögű homlokmarók gyakran alkalmasak „valódi”, 90°-os sekély vállak marására. Sok derékszögű homlokmaró univerzális maró, és előnyösen használható furatok készítésére. Jó alternatívát nyújtanak a homlokmarók helyett, axiálisan döntött felületek vagy függőleges felületekhez közel történő marásnál.
Szármarók
A váltólapkás és tömör keményfém szármarók jó megoldást jelentenek a nehezebben hozzáférhető vállak marásához.
Kukoricamarók
A kukoricamarókat általában mélyebb vállak marására használják.
Az alkalmazás módja
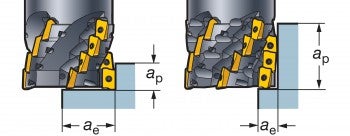
Sekély vállak marása
Ezt a gyakran használt műveletet általában derékszögű homlokmarókkal és szármarókkal végzik. A sekély fogás nagyobb radiális fogást tesz lehetővé. Ezek a marók gyakran használhatók a homlokmarók helyett, különösen, amikor az axiális nyomás a munkadarabon korlátot jelent, és nehéz a hozzáférés függőleges felületek vagy a készülék közelében. A túlméretes derékszögű sarokmarók optimális hozzáférést biztosíthatnak a mélyen elhelyezkedő, sekély vállak marásánál.

Mély sarkok marása
Alkalmazzon több fogást derékszögű homlokmarókkal, illetve szármarókkal A felületi hibák, például kagylósodás és átmeneti élek minimalizálása érdekében abszolút követelmény a nagy pontosságú maró használata, amely valódi 90º-os vállak létrehozására képes. Ha a vállmélység kisebb, mint a forgácsolóél hosszának 75%-a, a jó minőségű függőleges felület eléréséhez általában nincs szükség külön simításra.
Alkalmazzon egyetlen fogásvételt kukoricamaróval
A kukoricamaró jó megoldás a mélyebb, nagyobb felületű és általában nagyobb teljesítményigényű derékszögű sarokmarási alkalmazásoknál. Nagy anyageltávolítási kapacitással rendelkeznek, és általánosan használatosak nagyolómaráshoz, mivel a keletkező felületet a nagy előtolással végzett palástmarási művelet határozza meg.
Ezek a marószerszámok a következőkkel szemben támasztanak követelményeket:
- Stabilitás
- Orsó állapota
- Forgácseltávolítás
- Szerszámbefogás
- Teljesítmény
A radiális erők jelentősek, ami miatt ez egy nehéz palástmarási művelet.
A rövidebb kukoricamarók alkalmasak a következőkre:
- Radiálisan nagy, de sekély vállak.
- Teljes horonymarás az átmérővel egyező mélységben, amennyiben a gép korlátai ezt lehetővé teszik
A hosszabb változatok a következőkre alkalmasak:
- Vállak marása kisebb radiális mélységben.
- Kontúrmarás nagy teljesítményű, stabil gépeken
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
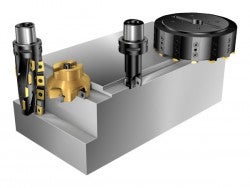
Mélyen elhelyezkedő vállak marása

A túlméretes derékszögű sarokmarók optimális hozzáférést biztosíthatnak a mélyen elhelyezkedő, sekély vállak marásánál. A még mélyebben elhelyezkedő vállak esetén használjon hosszabbítókat a Coromant Capto csatlakozóval. A kukoricamarók túlméretes változatban is kaphatók, a mélyen elhelyezkedő magasabb vállak marásához. A radiális fogásmélység azonban korlátozott.
Alkalmazások ellenőrzőlistája és tippek
- Az egyenirányú marás mindig az első számú választás, és különösen lényeges a derékszögű sarokmarásnál a 90°-os belépési szög miatt.
- A megmunkálást olyan módon kell végezni, hogy a forgácsolóerők a készülék támasztópontjai felé hassanak, amennyire ez lehetséges. Az ellenirányú marás ezért előnyös megoldás lehet bizonyos esetekben
- A marószerszám fogosztásának megválasztása a teljes rendszer stabilitásától függ, többek között: a szerszámgéptől, a munkadarabtól és a befogásától, valamint a munkadarab anyagától.
- ISO 40 és kisebb gépekre ritka fogosztású marók ajánlottak a korlátozott stabilitás miatt.
- A ritka fogosztású marók alkalmazása ajánlott a készüléktömbre magasan felfogott munkadarabok megmunkálására.
- A marószerszám pozicionálása a munkadarabon különösen fontos, és nagy gondossággal kell eljárni
- Ha Dc/ae >10, az fz előtolást a hex értéknek megfelelően kell beállítani a megfelelő eredmények eléréséhez és az éltörés elkerülésére
- Ha a vállmélység kisebb, mint a forgácsolóél hosszának 75%-a, a jó minőségű függőleges felület eléréséhez általában nincs szükség külön simításra
- Válasszon szívósabb keményfém lapkát, mint amit homlokmaráshoz alkalmazna
- Ha kukoricamarót használ, a megmunkálási körülmények nehezebbek, ezért lehet, hogy még szívósabb lapkatípust kell alkalmazni
- Minél mélyebb a fogás, annál fontosabb a kisebb forgácsolási sebesség használata a rezgések elkerülésére
- Ha rezgések lépnek fel, csökkentse a vc értéket, és növelje az fz értéket, és ellenőrizze a hex javasolt értékét!
- Győződjön meg róla, hogy elegendő gépteljesítmény áll rendelkezésére a kiválasztott forgácsolási adatokhoz
Szerszámbefogás
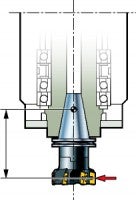
- Különösen figyeljen oda a teljesítményigényre nagyobb fogásnál, különösen a kukoricamaróknál
- A szerszámbefogásnak van a legnagyobb hatása a marási művelet eredményére az 50 mm-nél kisebb marók esetén
- Minél nagyobb a fogásmélység, annál fontosabbá válik a csatlakozás mérete és stabilitása, mivel a radiális erők jelentősek a derékszögű homlokmarók, főleg a kukoricamarók használatánál.
- A Coromant Capto csatlakozók optimális stabilitást és minimális elhajlást biztosítanak az összes típusú marószerszám esetén – használatuk különösen fontos hosszú vagy meghosszabbított szerszámok esetén.
Fogásba gördülés
- A sima belépés a fogásba különösen fontos a rezgések elkerülésére és az éltartam növelésére, különösen vállak marásánál.
- Programozza a marószerszámot úgy, hogy begördüljön a fogásba; mindig törekedjen a nulla forgácsvastagság elérésére a kilépési pontban: a kettő együtt nagyobb előtolási sebességet és hosszabb éltartamot eredményez
- Ez a módszer olyan alkalmazásokhoz használható a legjobban, amelyekben külső sarkok körül kell marni, mivel elkerülhetők vele a hirtelen irányváltások.
- Tartsa folyamatosan fogásban a szerszámot
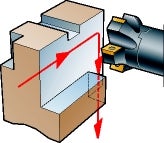
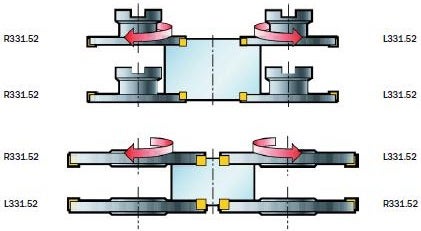
Vállak marása palást- és homlokmarókkal
A palást- és homlokmarók vállak marására is alkalmasak, különösen, ha a hozzáférés szűk, de radiálisan széles. Ezek a marók gyakran az egyetlen megoldást jelentik a hátul elhelyezkedő vállak és homlokfelületek visszamunkálásához.
| Jobbos | Balos |
 |
Élperifériás marás

Milyen a sikeres élperifériás marás?
Az élek megmunkálása valójában egy palástmarási művelet kontúrmarási szerszámfogások alkalmazásával. A palástmarás és a kontúrmarás alkalmazható megoldások peremmaráshoz
Szerszámválaszték

- A vékony élek általában szármarókkal készíthetők, míg a mélyebb vagy vastagabb kontúrok szármarókkal és ismételt „derékszögű sarokmarási” fogásokkal készíthetők el, vagy kukoricamarókkal egy fogásban.
- Az átmérő kétszeresénél nagyobb mélységű vállakat hatékonyan lehet megmunkálni kukoricamarókkal vagy tömör keményfém marókkal. Ilyen mély vállakhoz, vagy vastag munkadarabélekhez az átmérő felénél kisebb radiális mélységű fogás ajánlott
- A palást- és homlokmarók kontúrmaráshoz és peremmaráshoz is alkalmazhatók
- A nagy spirálemelkedés biztosítja a megfelelő számú forgásban lévő fogat és az egyenletes forgácsolást kontúrmarásnál kis radiális fogásmélység esetén.
- A sűrű vagy extra sűrű fogosztású marótípusok különösen alkalmasak kontúrmarásra. Ez akkor is igaz, ha vékonyabb éleket vagy kis magasságú vállakat kell elkészíteni 90º-os szármarókkal
Az alkalmazás módja
Felületstruktúra – radiálisan létrehozott
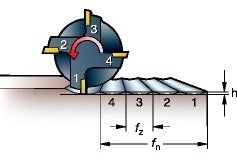
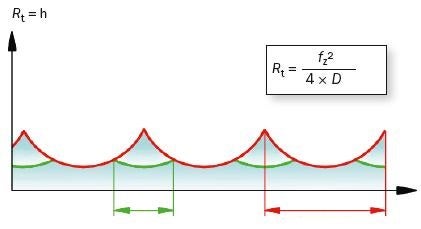
Ha a marónak nincs ütése, a csúcs h magassága egyenlő nagyságú
lesz, és a következő képlettel számítható ki:
Profilmélység/csúcsmagasság
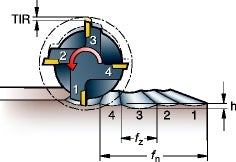
Ha a marónak ütése van, a fogankénti fz
előtolás és a csúcsok h magassága változó lesz a TIR-től függően.
 | |
| fz | fz ütés |
A fentiek szerint a felületminőség és a szerszám kihajlása korlátozhatja az előtolási sebességet, különösen, ha a radiális fogásmélység kicsi.
Ha egy szármaró palástját használja profil marásához, egy sor „csúcs” alakul ki. A csúcsok h magasságát a következők határozzák meg:
- Maróátmérő, Dc
- Fogankénti előtolás, fz
- Az ütést (TIR) érzékelő szerszámjelző
A váltólapkás maróknak mindig nagyobb a TIR-értékük, mint a tömör keményfém maróknak. Minél nagyobb a maró átmérője, annál több foggal rendelkezik, amellyel nő a távolság a csúcs magas és alacsony pontjai között.
A legjobb felületi minőséghez:
- Használjon tömör keményfém marót
- Használjon nagy pontosságú tokmányt Coromant Capto csatlakozóval
- Válassza a lehető legrövidebb kinyúlást
Ajánlott előtolás (hex figyelmen kívül hagyásával):
- Váltólapkás marók, kiindulási érték fz = 0,15 mm/fog
- Váltólapkás marók, kiindulási érték fz = 0,10 mm/fog
Megjegyzés: A legrosszabb felületi minőség akkor jön létre, ha csak egy forgácsolóél hozza létre a felületet, a maró rossz ütése miatt.
Alkalmazások ellenőrzőlistája és tippek
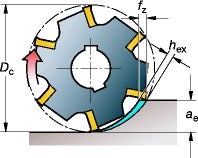
- Kritikus tényező a palást marásnál a megfelelő fz fogankénti előtolás elérése
- Az előtolás fz értékével kompenzáljuk a maró radiális fogásvételének nagyságát, amely befolyásolja a forgácsvastagságot.
- A fogankénti előtolás fz értékét a módosító tényezővel meg kell szorozni. Ez nagyobb előtolási sebességet eredményez kisebb forgácsíven, ugyanakkor biztosítja a megfelelően nagy forgácsvastagságot. A módosító tényező azonban nem mindig alkalmazható teljesen: a felületstruktúra és a szerszám kihajlása korlátozhatja az előtolási sebességet.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Vékony, kihajló falak sarokmarása

A következők sarokmarásához:
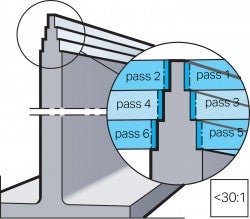
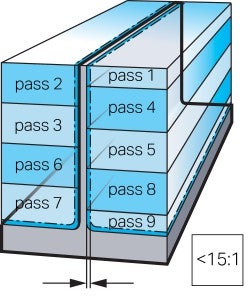
- Kis magasság/vastagság arány < 15:1:
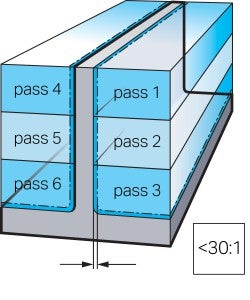
- Közepes magasság/vastagság arány < 30:1:
- Nagyon nagy magasság/vastagság arány < 30:1:
- Vékony falú fenék

Szempontok:
- A vékony falú szakaszok marására vonatkozó megmunkálási stratégiák eltérők a fal magasságától és vastagságától függően
- A fogások számát minden esetben a fal méretei és az axiális fogásmélység határozzák meg.
- Vegye figyelembe a maró és a fal stabilitását is
- Használjon nagy sebességű technikákat, azaz kis ap/ae és nagy vc értékeket, ezzel segíti a vékony falak marását, mivel az él fogásban töltött idejének csökkentésével az impulzus és elhajlás mértéke csökken.
- Egyenirányú marást alkalmazzon
- Alumínium és titán marásához ugyanazon módszerek alkalmazhatók
Kis magasság/vastagság arány < 15:1:
A fogásokat cikkcakkban hajtsa végre.
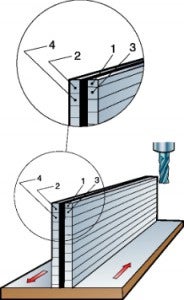
„Vékony fal” marása:
- A fal egyik oldalát munkálja meg egymást nem átfedő fogásokkal
- Ismételje meg ugyanezt a másik oldalon is
- Hagyjon ráhagyást mindkét oldalon a későbbi simításhoz
Közepes magasság/vastagság arány < 30:1:
Szintmarás
- Váltott oldalak, adott mélységre történő marás, egymást nem átfedő fogásokkal
Lépcsős megtámasztásos marás:
- Hasonló megközelítés, de egymást átfedő fogásokkal a fal két oldalán: ez jobb megtámasztást biztosít a megmunkálni kívánt ponton. Az első fogásnak kisebb fogásmélységgel kell megtörténnie: ap/2
- Minden esetben hagyjon 0,2–1,0 mm ráhagyást mindkét oldalon a későbbi simításhoz.
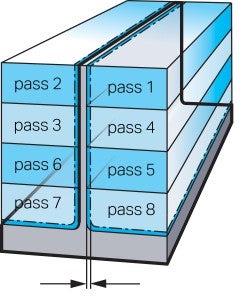
Nagyon nagy magasság/vastagság arány > 30:1:
A megmunkálás során a falak váltogatásán kívül fokozatokban közelítse meg a kívánt falvastagságot, „karácsonyfa” módszerrel.
- A vékonyabb szakaszokat mindig vastagabb szakaszok támasztják meg megmunkálás közben
- Haladjon lefelé a falon ezzel a lépcsőzetes módszerrel.
Vékony falak
Simítási ráhagyás
Szintmarás
Simítási ráhagyás
Vékony falak
Simítási ráhagyás
Vékonyfalú fenék sarokmarása
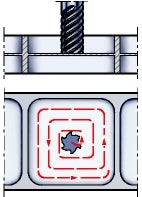
Vékony fenéklemezek marása:
- Alkalmazzon körkörös süllyesztőmarást a fenék közepe körül a kívánt mélységig
- Haladjon kifelé körkörös lépcsős útvonalon ettől a ponttól
Ha olyan felületet is marni kell, amelynek a másik oldala már meg lett munkálva:
- Használjon minimális számú forgácsolóéllel rendelkező szerszámot
- Alkalmazza a lehető legkisebb érintkezési nyomást ezen az oldalon
Ha a munkadarabon furat található a fenék közepén:
- Hagyjon egy támasztólábat az első oldal marása során
- Munkálja meg a második oldalt
- Távolítsa el a támasztólábat a két oldal befejezése után
Maróesztergálás
Milyen a sikeres maróesztergálás? A maróesztergálás definíció szerint egy ívelt... chevron_right
Marás sarkokon belül
A sarkokon belül végzett marás során kitüntetett figyelmet kell fordítani a maró... chevron_right
Süllyesztőmarás
Milyen a sikeres süllyesztőmarás? Süllyesztőmarás esetén a forgácsolás a szerszám... chevron_right
Furatok és üregek/zsebek marása
Két tengely mélyítés – lineáris Körkörös mélyítés Furat szélesítése Körkörös külső... chevron_right
