
Süllyesztőmarás
Milyen a sikeres süllyesztőmarás?
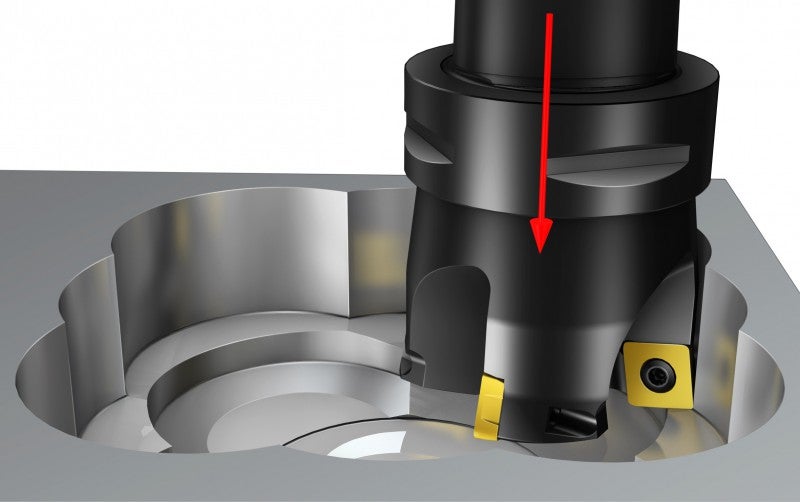
Süllyesztőmarás esetén a forgácsolás a szerszám végénél zajlik, nem pedig a kerületén, ami előnyös, mivel a forgácsolóerők fő iránya megváltozik radiálisról axiálisra. Általánosságban a süllyesztőmarás alternatívát jelent, amikor a palástmarás rezgések miatt nem lehetséges.
Például:
- Amikor a szerszámkinyúlás nagyobb mint 4 x DC
- Rossz stabilitás esetén
- Sarkok elősimításához
- Nehezen forgácsolható anyagokhoz, mint például a titán
Akkor is alternatívát jelenthet, ha a gépi teljesítmény vagy nyomaték korlátozott.
Megjegyzés: Kedvező körülmények között a süllyesztőmarás nem az elsősorban ajánlott választás a kis fémeltávolítási sebesség miatt.
Szerszámválaszték
A maró kiválasztásának legfőbb szempontja az átmérő.
Beszúró fúrás
A fúrószerszámokkal végzett süllyesztés hatékonyabb lehet kb. DC = 35 mm értékig, lásd Fúrás.
A süllyesztőmarási műveletek alkalmazási módja
Forgácsolási főidő
A süllyesztőmarási műveletek jelentősen különböznek a hagyományos marástól. A forgácsolás a szerszám végénél zajlik, nem pedig a kerületén, ami előnyös, mivel a forgácsolóerők fő iránya megváltozik radiálisról axiálisra. Megszakított forgácsolással végzett kiesztergálási művelethez hasonlítható.
Kis nyomatékfelvétel és alacsony zajszint.
Süllyesztőmarás = megszakított kiesztergálás.
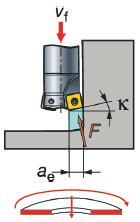
Axiális forgácsolóerők.
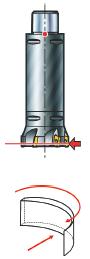
Hagyományos marás.
Főként radiális erők.
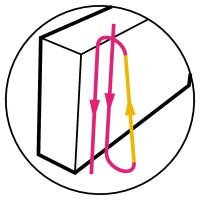

= programozott asztalelőtolás

= gyorsjárati előtolás
Kerülje a forgácsok újravágását a szerszám kiemelésekor. Fokozatosan csökkentse a süllyesztési mélységet
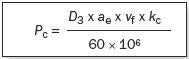
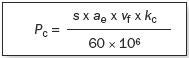
Nyomatékfelvétel kiszámítása
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Előtolás süllyesztőmarásban
| Előtolás süllyesztőmarásban | ||
| Lapkaméret | Kinyúlás < 3xDC | Kinyúlás > 3xDC |
| 9 | fz = 0,15 (0,10–0,20) | fz = 0,10 (0,08–0,15) |
| 14 | fz = 0,20 (0,10–0,20) | fz = 0,15 (0,10–0,20) |
Túlméretes maró L ≤ 3xDC
| iC | ae |
| 9 | 8 |
| 14 | 13 |
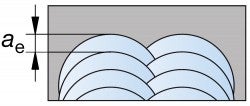
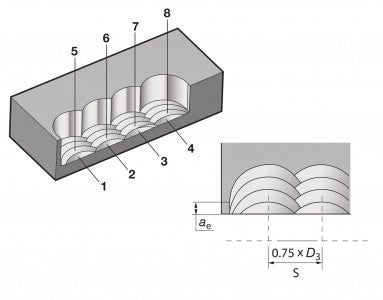
s = 75% DC
Túlméretes maró L ≤ 3xDC
| iC | ae |
| 9 | 7 |
| 14 | 12 |
s = 50% DC
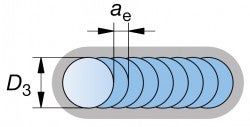
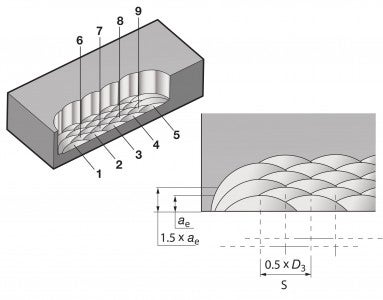
ae = max. lapkához
Palástlépés s = X % DC
* az S a szerszámkinyúlástól függ
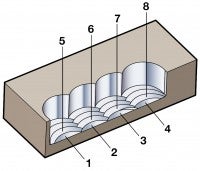
Süllyesztőmarási hegyek
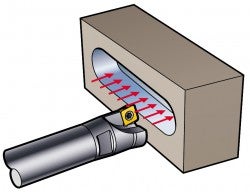
- A vízszintes gép elősegíti a forgácselvezetést
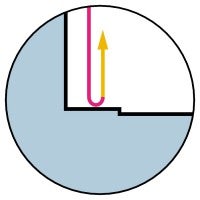
- Kezdje a marást alulról, és haladjon felfelé
- Használjon hűtőfolyadékot vagy sűrített levegőt a forgácselvezetés elősegítéséhez
- A hagyományos módszerekhez képest a süllyesztőmarásnál kisebb fogankénti előtolásra van szükség
- Biztosítsa, hogy egyszerre egynél több fog legyen fogásban
- Használjon extra sűrű fogosztású marókat
- Használjon maximális ae értéket – a lapkamérettől függően
- Használjon s = 0,75 x DC értéket, amikor oldalra mozog
- Fokozatosan csökkentse a süllyesztési mélységet a rezgések minimalizálásához
- Használjon „horogprogramot”, hogy megelőzze a forgácsok újravágását a szerszám kiemelésekor. Az előtolás 1 mm-re legyen a faltól a fogás végénél
- Megjegyzés: A fúrási ciklus nem ajánlott a forgács újravágása miatt, ami rezgéseket kelthet a szerszám kiemelése közben
- Mindig törekedjen arra, hogy állandó ráhagyást hagyjon a következő simító művelethez
Hornyok
- A süllyesztéses hatásos technika mély, zárt hornyok megmunkálásra
- A forgácselvezetés alapvető fontosságúvá válik; a vízszintes összeállítás és a hűtőfolyadék vagy sűrített levegő használata segít ebben a folyamatban
- Fúró ajánlott a mély és keskeny hornyokhoz, mivel az biztosítja a legjobb forgácselvezetést és a legnagyobb léptetési sebességet
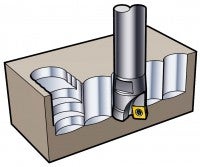
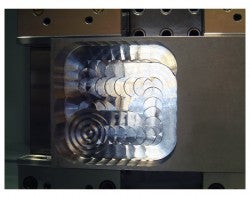
Üregek/zsebek
- A forgácselvezetés ugyanúgy kritikus fontosságú, mint a zárt hornyok megmunkálásakor
- Használjon vízszintes összeállítást és hűtőfolyadékot vagy sűrített levegőt
- A forgácselvezetés tovább javítható a lehető legnagyobb kezdőfurat fúrásával. 1,5 x DC ajánlott
- Csökkentse az előtolást az első kettő süllyesztőlépésben.
- Lépjen el oldalirányba, és próbálja megelőzni a teli horonymarást
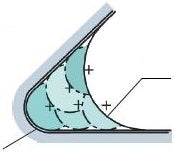
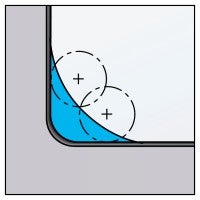
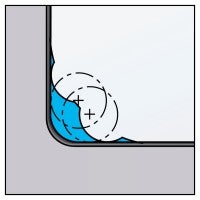
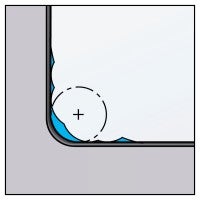
Sarkok
A süllyesztőmarás alkalmazása előnyös lehet a 90 fokos sarkok esetében a fennmaradó rész (maradékanyag) eltávolításánál.
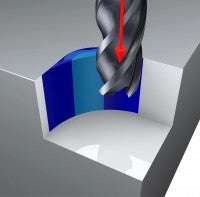
DC = 12,7 mm
Indítási sugár = 16 mm
Befejezési sugár = 6 mm
Sarokmegmunkálás
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Marás sarkokon belül
A sarkokon belül végzett marás során kitüntetett figyelmet kell fordítani a maró... chevron_right
Maróesztergálás
Milyen a sikeres maróesztergálás? A maróesztergálás definíció szerint egy ívelt... chevron_right
Marópálya és forgácsképződés
A megfelelő marópálya és forgácsképződés nagyon fontosak a forgácsolóél biztonsága... chevron_right
Furatok és üregek/zsebek marása
Két tengely mélyítés – lineáris Körkörös mélyítés Furat szélesítése Körkörös külső... chevron_right
