
원형 인서트를 이용한 최신 고관절 선삭 방식


왜 원형 인서트인가?
원형 인서트는 코발트 크롬 및 티타늄 임플란트의 가공에 가장 이상적인 솔루션입니다.
원형 인서트는 볼 및 소켓 고관절의 구형 컵 내경 선삭에 사용될 때 황삭 공정을 최적화합니다. 뛰어난 안정성과 생산성을 보장하기 때문에 생산성이 두 배 향상되고 공구 비용은 1/3 감소합니다.
방법:
주요 장점
황삭 가공에서 원형 모양이 강력한 절삭날과 뛰어난 노치 내마모성을 제공합니다. 원형 인서트를 선택하면 두 가지 분명한 장점이 있습니다.
안정적이고 신뢰할 수 있는 고품질 가공
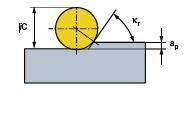
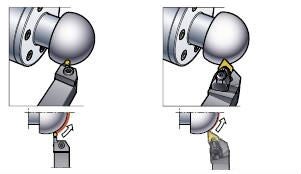
κr 45º 미만의 접근각으로 원형 인서트를 적용하면 가공물 품질 저하와 생산성 저하의 원인인 노치 마모가 크게 줄어듭니다.
신뢰성 및 내구성, 공구 교환 횟수 감소, 문제점 없는 가공 등의 장점을 누릴 수 있습니다.
이송 및 속도 증가를 통한 생산성 극대화
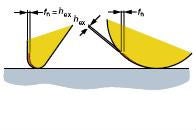
원형 인서트를 반경보다 훨씬 낮은 절삭 깊이에서 사용하면 칩 두께
hex가 이송과 증가한 절삭날 길이에 비례해 감소합니다. 그 결과 온도가 낮아지고 이송과 속도가 모두 증가해 생산성이 극대화됩니다.
노즈 반경이 마모 메커니즘에 미치는 영향
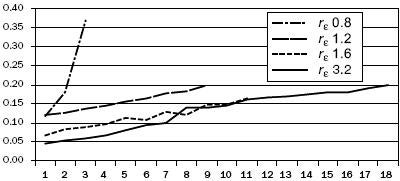 |  | |
| 공구 수명 3분 | ||
 | ||
| 절삭 시간(분) | 공구 수명 18분 |
뛰어난 성능
가공 사양
| 코발트 크롬 F75 | ||
| CNC 선삭 선반 | ||
| 경쟁사 | 샌드빅 코로만트 | |
| A20M-SRXDR 08-R | ||
| VBMT11T308 | R300-0828E-PL | |
| GC1030 | ||
| 30 | 50 | (m/min) |
| 0,08 | 0,1 | (mm/rev) |
| 0,5 | 0,5 | (mm) |
| 9,29 | 4,46 | (분) |
| 3 | 10 | (개) |
샌드빅 코로만트 솔루션
 | |||||
| 황삭 가공 |  | 황삭 가공 | |||
| 홀더: | A20M-SRXDR 08-R | 홀더: | A20M-SRXDR 08-R | ||
| 인서트: | R300-0828E-PL, 1030 | 인서트: | R300-0828E-PL, 1030 | ||
| 절삭 조건: | vc = 50-80 m/min, | 절삭 조건: | vc = 50-80 m/min, | ||
| fn = 0.1-0.15 mm/rev, | fn = 0.1-0.15 mm/rev, | ||||
| ap = →1mm | ap = →1 mm | ||||
| 준사상 가공 | | 준사상 가공 | |||
| 홀더: | A20M-SDXCR 11-R | 홀더: | A20M-SRXDR 08-R | ||
| 인서트: | DCGT11T308-UM, 1105 | 인서트: | R300-0828E-PL, 1030 | ||
| 절삭 조건: | vc = 40-60 m/min, | 절삭 조건: | vc = 50-80 m/min, | ||
| fn = 0.08-0.1 mm/rev, | fn = 0.1-0.15 mm/rev, | ||||
| ap = 0.1-0.25 mm | ap =0.1-0.25 mm | ||||
| 사상 가공 |  | 사상 가공 | |||
| 홀더: | A20M-SDXCR 11-R | 홀더: | A20M-SRXDR 08-R | ||
| 인서트: | DCGT11T308-UM, 1105 | 인서트: | R300-0828E-PM, 530 | ||
| 절삭 조건: | vc = 40-60 m/min, | 절삭 조건: | vc = 40-60 m/min, | ||
| fn = 0.08-0.1 mm/rev, | fn = 0.08-0.12 mm/rev, | ||||
| ap = 0.05-0.15 mm | ap = 0.05-0.15 mm |
 | ||||||
| 황삭 가공 |  | 황삭 가공 | ||||
| 홀더: | SRDCN 2020K 10-A | 홀더: | RF123J13-2525MB | |||
| 인서트: | RCMT 10 T3 MO-SM, 1105 | 인서트: | N123J2-0600-RO,4125 | |||
| 절삭 조건: | vc = 40-60 m/min, | 절삭 조건: | vc = 40-60 m/min, | |||
| fn = 0.1-0.15 mm/rev, | fn = 0.1-0.15 mm/rev, | |||||
| ap = →1mm | ap = →1 mm | |||||
| 사상 가공 |  | 사상 가공 | ||||
| 홀더: | DDJNR/L 2020K15 | 홀더: | DDJNR/L 2020K15 | |||
| 인서트: | DNGP 15 06 08, 1105 | 인서트: | DNGP 15 06 08, 1105 | |||
| 절삭 조건: | vc = 40-60 m/min, | 절삭 조건: | vc = 40-60 m/min, | |||
| fn = 0.08-0.12 mm/rev, | fn = 0.08-0.12 mm/rev, | |||||
| ap = 0.05-0.25 mm | ap =0.05-0.25 mm | |||||
| 절단 가공 | ||||||
| 홀더: | RF123F20-1616B | |||||
| 인서트: | N123F2-0250-0002-CM, 4125 | |||||
| 절삭 조건: | vc = 40-60 m/min, | |||||
| fn = 0.05-0.1 mm/rev | ||||||
공구 홀더

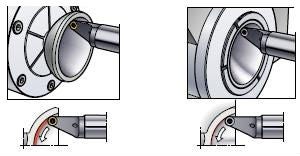
원형 인서트를 CoroTurn 107 보링 바와 함께 사용하십시오. 빠르고 간단한 EasyFix™를 사용하면 올바른 절삭날 중심 높이를 손쉽게 달성할 수 있습니다. 샌드빅 코로만트는 다양한 공구 홀더를 제공하는데, 특히 사상(포지티브 D 스타일 인서트)용 공구 홀더는 구형 선삭에 사용할 수 있을 뿐만 아니라 접근성이 제한된 다른 내경 선삭 가공에서도 문제를 해결해 줍니다.
인서트 분류
원형 인서트에는 –PL 및 –KL 형상이 원주 연마급이고, 뛰어난 칩 컨트롤과 낮은 절삭 부하를 제공합니다. 코발트 크롬에는 GC1030 재종, 티타늄에는 H13A의 사용을 권장합니다.
D 스타일 인서트에는 –UM 형상의 연마급 인서트 DCGT의 사용을 권장합니다. 코발트 크롬에는 GC1105 재종, 티타늄에는 H13A가 가장 이상적인 선택입니다.
주문 코드
내경 선삭
| 인서트 | EasyFix™ |
| R300-0828E-PL, 1030 | 132L-3220085-B |
| R300-0828E-KL, H13A | 132L-4020-B |
| R300-0828M-PH, 1030 | 132L-4020105-B |
| R300-0828M-KH, H13A | 132L-5020125-B |
| R300-0828E-PM, 530 | |
| R300-1032E-PL, 1030 | |
| R300-1032E-KL, H13A | |
| R300-1032M-PH, 1030 | |
| R300-1032M-KH, H13A | |
| R300-1032E-PM, 530 | |
| DCGT 11 T3 04-UM, 1025, 1105, H13A | |
| DCGT 11 T3 08-UM, 1025, 1105, H13A | |
| DCMT 11 T3 04-MF, 1025, 1105 | |
| DCMT 11 T3 08-MF, 1025 |
외경 선삭
인서트
| 원형 | CoroCut® | D 스타일 |
| RCMT 10 T3 M0-SM, S205, 1105, H13A | N123H2-0500-RO, 4125, S205, 1105 | DNMG150608-MF, S205, 1105, |
| RCMT 08 03 M0-SM, S205, 1105, H13A | N123J2-0600-RO, 4125, S205, 1105 | DNGP150608, S205, 1105 |
| N123L2-0800-RO, 4125, S205, 1105 |
