
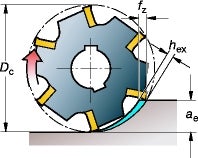
Belépési szög és forgácsvastagság marás esetén
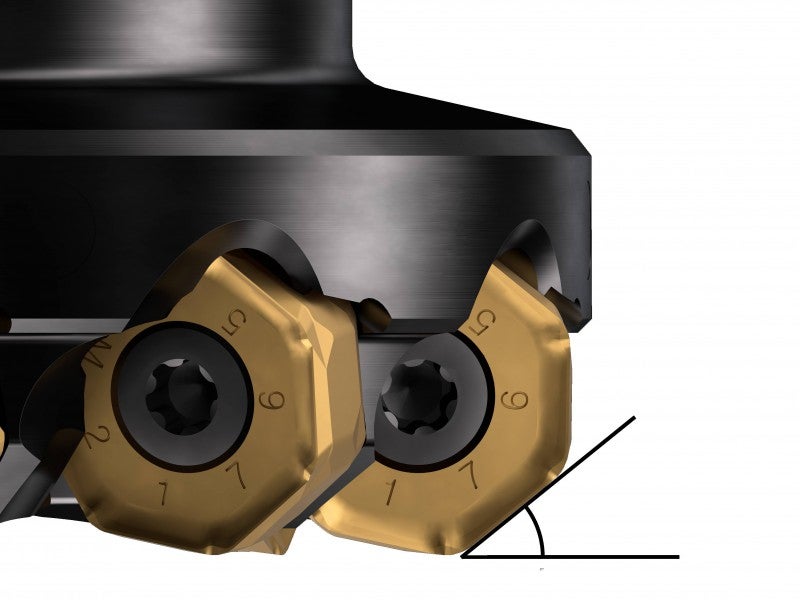
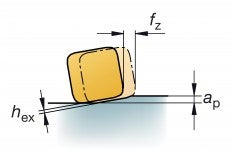
A belépési szög (KAPR) a lapka fő, elöl haladó forgácsolóéle és munkadarab felülete közötti szög. A belépési szög hatással van a forgácsvastagságra, a forgácsolóerőre és az éltartamra.
A leggyakoribb belépési szögek a 90 fok, a 45 fok és a 10 fok, valamint a körlapkáké.
A belépési szög csökkentésekor a forgácsvastagság (hex) csökken egy adott előtolási sebesség (fz) mellett. Ez a forgácsvékonyító hatás a forgácsolóél nagyobb részén oszlatja el az anyagmennyiséget.
A kisebb belépési szögek emellett fokozatosabb belépést biztosítanak a fogásba, így csökkentik a radiális nyomást és védik a forgácsolóélet. A nagyobb axiális erők azonban növelik a munkadarabra kifejtett nyomást.
Marás 90 fokos belépési szöggel

Egy 90 fokos maró fő alkalmazási területe a derékszögű sarokmarás.
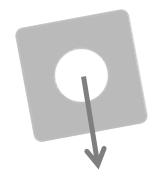
Egy 90 fokos maró nagyrészt radiális erőket generál az előtolás irányában. Ez azt jelenti hogy a megmunkált felületre nem fog nagy axiális nyomás hatni, ami előnyös az olyan munkadarabok marásakor, amelyek gyenge szerkezetűek, vagy vékony falúak, valamint instabil befogás esetén is.
Marás 45 fokos belépési szöggel

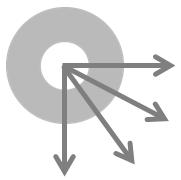
A 45 fokos maró az általános célú választás homlokmaráshoz. Jól kiegyensúlyozott radiális és axiális forgácsolóerőket eredményez, ami kevésbé megterhelő a gépteljesítmény szempontjából.
Az ilyen típusú maró kifejezetten jól használható a rövid forgácsú, kipattogzó anyagok marása esetén, ha túlzott radiális erők hatnak a fogás végén megmaradt fokozatosan csökkenő anyagmennyiségre.
A sima belépés a fogásba csökkenti a rezgési hajlamot nagy kinyúlással vagy kisebb/gyengébb szerszámtartókkal és csatlakozókkal végzett maráskor.
A vékonyabb forgács kialakulása nagyobb termelékenységet eredményez sok alkalmazási területen, mivel nagyobb asztalelőtolási sebességet tesz lehetővé, és mérsékli a forgácsolóélre jutó terhelést.
Marás 60–75 fokos belépési szöggel

Ezek a marótípusok speciális célú homlokmarók, amelyek nagyobb fogásmélységet kínálnak az általános homlokmaró-választékhoz képest. Az axiális erők kisebbek, mint a 45 fokos homlokmaró esetében, és a forgácsolóél erősebb, mint a 90 fokos maró esetében.
Marás 10 fokos belépési szöggel

10 fokos belépési szög nagy előtolású és süllyesztőmarók esetében használatos. Vékony forgács képződik, amely nagyon nagy fogankénti előtolást (fz) tesz lehetővé kis fogásmélységeknél, és ebből következően rendkívül nagy asztalelőtolást (vf) is.
A domináns axiális forgácsolóerő az orsó felé irányul és stabilizálja azt. Ez kedvező a hosszú és gyenge összeállításokhoz, mivel korlátozza a rezgési hajlamot.
Ez a marótípus hatékony furatkészítés esetén, üregek háromtengelyes süllyesztőmarásakor, vagy amikor bővített marót kell alkalmazni.
Körlapkákkal vagy nagy csúcssugarú marókkal végzett marás

A körlapkás marók általános célú maráshoz használatosak, és hatékonyak nagyolási műveletekben.
A csúcssugár nagyon erős forgácsolóélet biztosít, amely megfelelő nagy asztalelőtolási sebességekhez a forgácsolóél mentén képződő vékonyabb forgácsok miatt. A forgácsvékonyító hatásnak köszönhetően ezek a marók megfelelők titán és hőálló ötvözetek megmunkálásához.
A fogásmélység változásaitól függően (ap) a belépési szög 0-ról 90°-ra változik, módosítva a forgácsolási erőt az élsugár mentén, és ezért a nyomást is a marási művelet során.
Maximális forgácsvastagság marásban
A maximális forgácsvastagság a legfontosabb paraméter a termelékeny és megbízható marási folyamat elérésének szempontjából. Csak akkor valósítható meg hatékony forgácsolás, ha a hex érték pontosan a használt maróhoz igazodik.
- A vékony, túl kicsi hex értékű forgács a leggyakoribb oka a rossz teljesítménynek és az alacsony termelékenységnek. Ez negatívan befolyásolhatja az éltartamot és a forgácsképződést
- A túl nagy hex érték túlságosan megterheli a forgácsolóélet, ami töréshez vezethet
A forgács vékonyodása nagyobb előtolást tesz lehetővé
A fogankénti előtolás növelhető a következő három helyzetben a forgácsvékonyító hatás miatt:
- 90°-nál kisebb belépési szögű, egyenes élű marók használata.
- Kör- vagy nagy sugarú lapkák használata kisebb fogásmélység esetén (ap).
- Peremmarás kisebb radiális fogásvétel (ae/De) esetén.
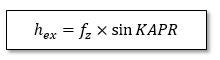
Forgácsvastagságra vonatkozó számítások egyenes élű lapkához
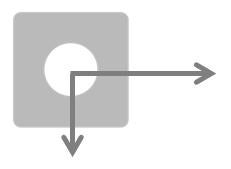
90 fokos marók esetében a fogankénti előtolás egyenlő a maximális forgácsvastagsággal (fz=hex). A belépési szög csökkentésekor növelje a fogankénti előtolást, hogy a forgácsvastagság ne változzon.
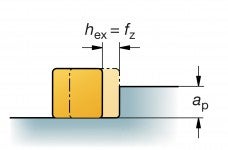
KAPR=90°
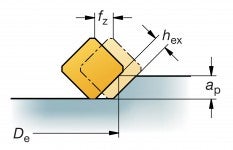
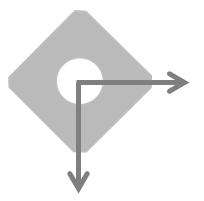
KAPR=45°
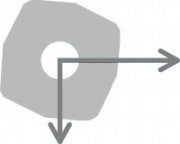
KAPR=10°
Példa:
Maximális hex = 0,1 mm és KAPR = 45° esetén
Ajánlott előtolás, fz = 1,4 x 0,1 = 0,14 mm/fog
| Belépési szög, KAPR: | Módosítási tényező | fz (mm/fog) | ||
| hex (mm) | ||||
| min. 0,1 | indítás 0,15 | max. 0,2 | ||
| 90° | 1,0 | 0,10 | 0,15 | 0,20 |
| 75° | 1,0 | 0,10 | 0,16 | 0,21 |
| 65° | 1,1 | 0,11 | 0,17 | 0,22 |
| 45° | 1,4 | 0,14 | 0,21 | 0,28 |
| 10° | 5,8 | 0,58 | 0,86 | 1,15 |
Figyelje meg mennyire növelheti a fogankénti előtolást nagy előtolás mellett, 10 fokos maró. Ez azért lehetséges, mert majdnem hatszor vékonyabb lett a forgács.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Forgácsvastagságra vonatkozó számítások kör- és rádiuszos lapkás marókhoz
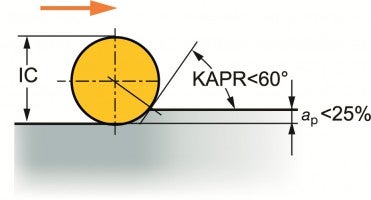
A forgácsvastagság (hex) körlapkánként változó, és a belépési szögtől függ. Alacsony ap/i C arányok esetén az előtolás jelentősen növelhető a forgácsvastagság kívánt értékre növeléséhez
A legjobb teljesítmény 60 fok alatti belépési szög esetén és a lapkaátmérő 25%-át meg nem haladó fogásmélység esetén érhető el. A nagyobb fogásmélységekhez ajánlottabb 45 fokos négyszög lapkát használni.
A körlapkák maximális forgácsvastagsága nagyobb, mint az egyenes élű megoldásoké az erősebb lapkaalak és a hosszabb forgácsolási hossz miatt.
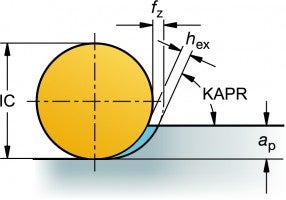
A körlapkák egyediek abban a tekintetben, hogy a forgácsvastagság a fogásmélységgel változik. Ezért kisebb fogásmélységek esetén növelni kell az előtolást a megfelelő forgácsvastagság fenntartásához.
Forgácsvastagságra vonatkozó számítások peremmaráshoz
A hex érték a maró átmérőjétől, a megmunkálás során használt fogásvételtől és a maró radiális bemerülésétől (ae/DC) függően változhat. Amikor ez kisebb mint 50%, a maximális forgácsvastagság csökken az fz értékhez képest.
Az előtolás az alábbi táblázatban szereplő módosítási értékkel növelhető az aránytól (ae/DC) függően.Példa:
DC 20 mm – ae = 2 mm, ae/DC = 10%
hex = 0,1 mm, fz = 0,17 mm/fog
| Fogásszélesség és átmérő aránya, ae/DC | Módosítási tényező | fz (mm/fog) | ||
| hex (mm) | ||||
| min. 0,1 | indítás 0,15 | max. 0,2 | ||
| 50–100% | 1,0 | 0,10 | 0,15 | 0,20 |
| 25% | 1,16 | 0,12 | 0,17 | 0,23 |
| 20% | 1,25 | 0,13 | 0,19 | 0,25 |
| 15% | 1,4 | 0,14 | 0,21 | 0,28 |
| 10% | 1,66 | 0,17 | 0,25 | 0,33 |
| 5% | 2,3 | 0,23 | 0,34 | 0,46 |
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Marópálya és forgácsképződés
A megfelelő marópálya és forgácsképződés nagyon fontosak a forgácsolóél biztonsága... chevron_right
Hibaelhárítás
Ok Megoldás Forgácskezelés Hosszú, folyamatos forgács, amely rácsavarodik a szerszámra... chevron_right
Belső esztergálás
A belső esztergálási műveletek a munkadarab belső átmérőjét munkálják meg. A belső... chevron_right
Hibakeresés
A rezgési problémákra, forgácselakadásra, forgácsok újravágására, elégtelen felületi... chevron_right
