
Mi a profilmarás?


A palástmarás a leggyakoribb marási művelet A körlapkák és a rádiuszos termékcsaládok olyan marószerszámok, amelyeket nagyoláshoz és előnagyoláshoz használnak, a gömbvégű szármarók pedig simításhoz és tükörsimításhoz használatosak.
Profilmarási folyamat

A profilmarás a konvex és konkáv alakzatok többtengelyű marását jelenti két és három dimenzióban. Minél nagyobb az alkatrész, és minél összetettebb a konfiguráció, annál fontosabb a profilmarási folyamat megtervezése.
A megmunkálási eljárást legalább három műveleti típusra kell osztani:
- Nagyolás/előnagyolás
- Elősimítás
- Simítás
Néha szükség van tükörsimításra is, amelyet gyakran nagy sebességű megmunkálási technikákkal végeznek. A maradékanyagok marása, amelyet néha maradékmarásnak hívnak, az elősimítási és simítási műveletek közé tartozik. A legnagyobb pontosság és termelékenység eléréséhez ajánlott a nagyolást és simítást külön gépeken végezni, és külön kiválasztott szerszámokat használni az egyes műveletekhez.
A simítási műveletet egy 4/5 tengelyű gépen érdemes elvégezni modern szoftverrel és programozási technikákkal. Ez jelentősen csökkentheti, vagy teljesen meg is szüntetheti az időrabló manuális műveleteket. A végső eredmény egy jobb geometriai pontosságú és jobb felületi minőségű termék.
Szerszámválaszték
Nagyoláshoz és előnagyoláshoz optimalizált marószerszámok:
körlapkák és rádiuszos termékcsaládok.
Simításhoz és tükörsimításhoz optimalizált marószerszámok:
gömbvégű szármarók és rádiuszos termékcsaládok.
 |  |  |  | |
| Körlapkák | Gömbvégű váltólapkás | Gömbvégű cserélhető fejes | Gömbvégű tömör keményfém | |
| Gép/orsó mérete | ISO 40, 50 | ISO 40, 50 | ISO 30, 40 | ISO 30, 40 |
| Stabilitási követelmény | Nagy | Közepes | Közepes | Kicsi |
| Nagyolás | Nagyon jó | Jó | Elfogadható | Elfogadható |
| Simítás | Elfogadható | Elfogadható | Nagyon jó | Nagyon jó |
| Fogásmélység ap | Közepes | Közepes | Kicsi | Kicsi |
| Sokoldalúság | Nagyon jó | Nagyon jó | Nagyon jó | Nagyon jó |
| Termelékenység | Nagyon jó | Jó | Jó | Jó |
Alkalmazási ellenőrző lista profilmaráshoz
Alaposan tanulmányozni kell az alkatrész profilját a megfelelő szerszámok és a legalkalmasabb megmunkálási módszer kiválasztása érdekében:
- Definiálja a minimális sugarakat és a maximális üregmélységet
- Becsülje meg az eltávolítandó anyag mennyiségét
- Vegye figyelembe a szerszám-összeállítást és a munkadarab befogását a rezgések elkerülésére. Minden megmunkálást a megfelelő gépen kell elvégezni a profil előírt geometriai pontosságának eléréséhez
- A különálló, nagy pontosságú szerszámgépek használatával a simítási és tükörsimítási műveleteknél csökkenthető az időrabló kézi polírozás szükségessége, gyakran teljesen meg is szüntethető
- A nagyobb megtakarításokhoz fejlett programozásra van szükség. A felületek közel készre gyártásához használjon tömör keményfém szármarót nagy sebességű technikával a lehető legjobb felület előállításához.
- A nagy munkadarabok nagyolását és előnagyolását a legtermelékenyebben hagyományos módszerekkel és szerszámokkal lehet elvégezni. A kivétel az alumínium, ahol a nagyoláshoz is alkalmazható a nagy sebesség.
A rezgések csökkentése

A rezgés akadályt jelentenek a mély profilok marásánál a nagy kinyúlások miatt. A probléma gyakori megoldása a fogásmélység, a sebesség vagy az előtolás csökkentése.
- Használjon merev, moduláris szerszámokat, melyek jó ütéspontosságúak
- A moduláris szerszámok növelik a rugalmasságot és a kombinációk lehetséges számát
- Használjon csillapított szerszámot vagy hosszabbítót, ha a szerszám teljes hossza, a forgácsolóél legalsó pontjáig meghaladja a befogás síkjában mért átmérő 4-5-szörösét
- Használjon keményfémből készült hosszabbítót, ha radikálisan növelni kell a hajlítási merevséget
- 20 000 ford/perc feletti orsófordulatszámoknál használjon kiegyensúlyozott marószerszámokat és befogókat
- Válassza a lehető legnagyobb átmérőjű hosszabbítókat és csatlakozóelemeket a marószerszám átmérőjéhez képest
- 1 mm (0,039 col) radiális eltérés a befogó és a szerszám között elegendő. Használjon túlméretes marószerszámokat
- A süllyesztőmarás alternatív módszer az extra hosszú szerszámokkal történő megmunkálásra
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
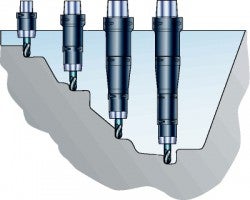
Fokozatosan növelje a szerszámhosszt

A maximális termelékenység megtartásához a nagyolási műveletek során, ahol az utolsó fogás mélyen a munkadarabban történik, fontos több lépcsőben hosszabbítani a marószerszámot.
- Kezdje a legrövidebb hosszabbítóval, mivel a hosszabbak korlátozzák a termelékenységet, és rezgésre hajlamosak
- Váltson a programban előre meghatározott helyen a hosszabb szerszámra. Az üreg geometriája meghatározza a váltás helyét
- Állítsa be a forgácsolási adatokat az egyes szerszámhosszakhoz a maximális termelékenység eléréséhez
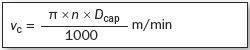
Valós forgácsolási sebesség
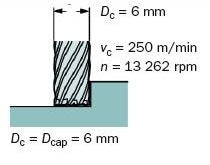
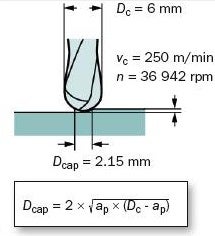
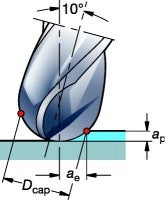
Ha a szerszám névleges átmérőjét használja a gömbvégű szármaró vagy körlapkás maró forgácsolási sebességének kiszámításához, a valódi vc forgácsolási sebesség sokkal kisebb lesz, ha az ap fogásmélység kicsi. Az asztalelőtolás és a termelékenység komoly hátrányt szenved.
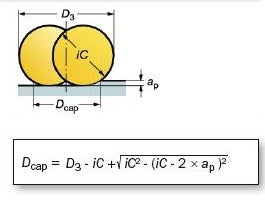
A forgácsolási sebesség számítását a valódi vagy effektív, fogásban lévő Dcap átmérő alapján végezze el.
Sarokszármaró
Gömbvégű maró
Körlapkás maró
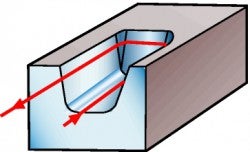
Pontmarás – döntött maró
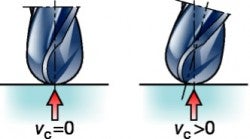
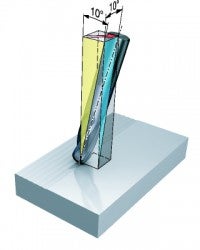
Ha gömbvégű szármarót használ, a forgácsolóél legkritikusabb része a szerszám közepe, ahol a forgácsolási sebesség nulla, ami kedvezőtlen a forgácsolási folyamat szempontjából. A forgácselvezetés a szerszám közepén, a keresztélnél kritikus, a szűk hely miatt.
Ezért ajánlott az orsót vagy a munkadarabot 10–15 fokkal megdönteni, amely a forgácsolási zónát elviszi a szerszámközépponttól.
- A minimum forgácsolási sebesség nagyobb lesz
- Jobb forgácsképzés és szerszáméltartam
- Jobb felületminőség
Példa középen forgácsoló marókra
Középső rész, z = 2
Kerületi rész, z = 4

Z = 2

Z = 4
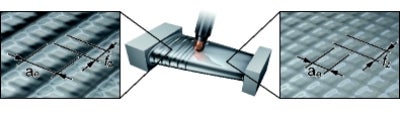
Kis mélységű forgácsolás
Ha körlapkás vagy gömbvégű marót használ kisebb fogásmélységgel, a vc forgácsolási sebesség növelhető a forgácsolóél rövidebb fogásban töltött ideje miatt. A hőátadás ideje a forgácsolási zónában lerövidül, azaz a forgácsolóél és a munkadarab hőmérséklete alacsony marad. Az fz fogankénti előtolás is növelhető a forgácsvékonyító hatás miatt.
Kis mélységű forgácsolás
Példa a kis mélységű marásra, nem döntött és döntött marószerszám
Ez a példa a forgácsolási sebesség növelési lehetőségeit mutatja, amikor az ae/ap értéke kicsi, és láthatók a döntött marószerszám előnyei.
Gömbvégű tömör keményfém
Dc = 10 mm, GC 1610 minőség.
Anyag: Acél, 400HB
Ajánlott forgácsolási adatok mély maráshoz ap - Dc/2:
vc = 170 m/perc
fz = 0,08 mm/ford = hex
apElősimítás - 2 mm (0,079 col) vc - 300 m/perc (984 láb/perc) A sebesség tovább növelhető nagyjából 75%-kal a kis mélységű | vc hex vf Dc = 10 mm (0,394 col) | vc hex vf Dc = 10 mm (0,394 col) |
vc - 5 * 170–850 m/perc (557–2789 láb/perc) Megjegyzés: fz aeTükörsimítás - 0,1 mm | Tükörsimításhoz nem ajánlott nem döntött maró használata | vc hex vf Dc = 10 mm (0,394 col) |
Termelékenység profilmarás során: állandó maradékanyag
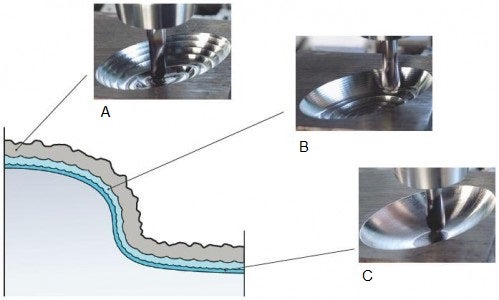
A: Nagyolás
B: Elősimítás
C: Simítás és tükörsimítás
Az állandó maradékanyag a legfontosabb kritérium a magas és állandó termelékenység eléréséhez profilmarás esetén, különösen nagy sebesség alkalmazásakor.
- A maximális termelékenység eléréséhez az öntőformák és présformák készítésekor fontos a marószerszámok méretének az adott művelethez igazítása
- Az elsődleges cél az egyenletesen elosztott ráhagyás biztosítása, hogy kevés változás lépjen fel a terhelés nagyságában és irányában
Gyakran kedvezőbb méretet váltani az egyes marószerszámoknál nagyobbról kisebbre, különösen könnyű nagyolásnál és elősimításnál, és nem csak egy átmérőt alkalmazni minden műveletre.
- A legjobb minőségű simítás úgy érhető el, ha a megelőző műveletek a lehető legkisebb és legállandóbb anyagmennyiséget hagyják meg
- A cél mindig a végső alakra megadott követelmények lehető legjobb megközelítése
- Biztonságos marási folyamat
Előnyök állandó maradékanyag esetén
- Egyes elősimítási és gyakorlatilag az összes simítási művelet elvégezhető részleges felügyelet mellett, vagy felügyelet nélkül
- A szerszámgép vezetékeire, golyósorsóira és orsócsapágyaira gyakorolt negatív hatás kisebb
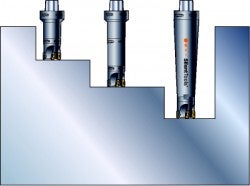
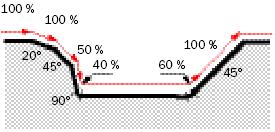
Tömör munkadarab megnyitása
- Üreg megnyitásakor fontos az olyan módszer választása, amely minimalizálja az ap értéket, és állandó ráhagyást hagy a következő profilmarási művelet számára
- A derékszögű sarokmarók/szármarók vagy kukoricamarók lépcsőzetes felületet hagynak hátra, amelyet el kell távolítani. Ez változó forgácsolóerőket és szerszámkihajlásokat okoz. Az eredmény egy egyenetlen simítási ráhagyás, amely befolyásolja a végső alak geometriai pontosságát
- A körlapkás marók használata sima átmenetet biztosít a fogások között, és kevesebb maradékanyagot hagy egyenletesebb eloszlásban a profilmarási művelethez, így jobb minőségű munkadarab állítható elő
- A harmadik alternatíva a nagy sebességű maró használata az üreg megnyitásához. Ez kicsi, egyenletes maradékanyaghoz vezet a kis fogásmélység miatt, azaz kis lépcsőzetű felület keletkezik
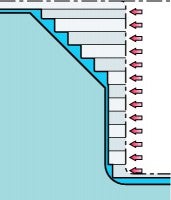

Derékszögű sarokmaró,
nagyobb és egyenetlen ráhagyás marad
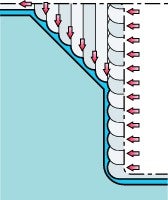

Körlapkás maró,
kis ráhagyás marad
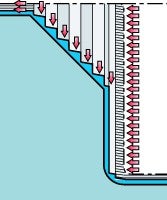

Nagy előtolású maró,
kis ráhagyás marad
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Másoló marás

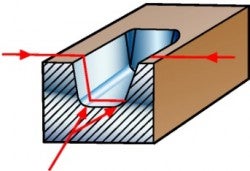
Az üregekhez használandó szerszámútvonalak hagyományos és legkönnyebb programozási módja a normál másolómarás technikája, sok belépéssel és kilépéssel a munkadarabból. Azonban ez azt jelenti, hogy a nagy teljesítményű szoftverek, szerszámgépek és marószerszámok kihasználtsága korlátozott. Ajánlott olyan szoftverrel rendelkező gépet használni, amely előre tervező funkciójával kiküszöböli a szerszámpályák hibáit.
A módszerek, szerszámútvonalak, marószerszámok és befogók kiválasztásához fontos a nyitott gondolkodásmód.
− Nagy terhelés a lapka középpontján
− Csökkentett előtolási sebességek
− Rövidebb éltartam
− Mechanikai ütközés
− Alakhibák
− Hosszabb programok és forgácsolási idő
A másolómarási szerszámútvonal gyakran ellen- és egyenirányú marási műveletek kombinációja, és sok kedvezőtlen fogásvételt és visszahúzást jelent a megmunkálás során. Minden fogásba lépés és visszahúzás a szerszám kihajlását okozza, és nyomot hagy a felületen. A forgácsolóerők és a szerszám kihajlása ezután csökken, és a kilépési területen az anyagot kissé alámarja.
Következtetések
- Kerülni kell a másolómarást meredek falak közelében, ha lehetséges. Süllyesztőmarásnál a forgácsvastagság nagy, ezért a forgácsolási sebesség legyen kicsi
- Fennáll az él kipattogzásának veszélye a szerszám közepén, különösen, amikor eléri az alsó területeket
- Használjon előre tervező funkcióval rendelkező előtolási sebességvezérlést. Ellenkező esetben a lassítás nem lesz elég gyors, és a szerszám közepe sérülhet
- Nagy lesz az érintkezési hossz, amikor a marószerszám a falhoz ér, így kihajlás, rezgés és szerszámtörés veszélyével jár
- Gömbvégű szármarók használatakor a legkritikusabb terület a szerszám közepe, mivel itt a forgácsolási sebesség nulla. Kerülje a szerszám közepének használatát, és alkalmazzon pontmarást az orsó vagy a munkadarab megdöntésével a feltételek javítása érdekében
- Valamivel jobb a felfelé haladó másolómarás alkalmazása a meredek falak mentén, mivel a forgácsvastagság egy kedvezőbb forgácsolási sebességnél maximális
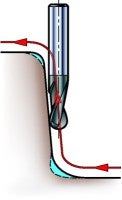
Alámarás veszélye

Felfelé haladó másolómarás:
Maximális forgácsvastagság ajánlott vc értéknél.
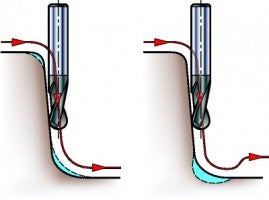
Az üreg alján:
Kipattogzás veszélye a szerszám közepén.
Alakhibák gyakoriak, különösen nagy sebességű megmunkálási technikák alkalmazása esetén.

Lefelé haladó másolómarás:
Nagy forgácsvastagság nagyon alacsony vc érték mellett.
Előtolás csökkentése a rövid szerszáméltartam elkerülésére
A váltogatott egyen- és ellenirányú marás a szerszámot változó irányú kihajlásnak és forgácsolóerőknek teszi ki. A szerszámútvonal kritikus részein az előtolás csökkentésével az él kipattogzásának veszélye csökken, és biztonságosabb forgácsolás, hosszabb éltartam érhető el.
Kontúrmarás
Az olyan programokkal ellentétben, amelyek az anyag állandó Z-értékeknél történő „szeletelését” kívánják meg, előnyösebb a kontúrozó szerszámútvonalak alkalmazása egyenirányú marással kombinálva. Az eredmények többek között:
+ Jelentősen rövidebb megmunkálási idő
+ Jobb gép- és szerszámkihasználtság
+ Jobb geometriai pontosságú alakzat
+ Kevésbé időrabló simítási és manuális polírozási munkálatok
+ Vezérelt forgácsolási sebesség - ve
+ A HSM lehetséges
+ Nagy előtolási sebességek
+ Hosszú éltartam
+ Biztonság
A kezdeti programozási munka nehezebb, és hosszabb ideig tart; ezt azonban hamar kompenzálja az, hogy az óránkénti gépköltség normál esetben a programozó munkaállomások költségének háromszorosa. Ajánlott olyan szoftverrel rendelkező gépet használni, amely előre tervező funkciójával kiküszöböli a szerszámpályák hibáit.Következtetések

- használjon kontúrmarási szerszámutat (például szintmarás), mivel ez a legjobb módszer az egyenirányú marás biztosításához
- A maró kerületével végzett kontúrmarás gyakran nagyobb termelékenységű, mert több fog dolgozik a fogásban nagyobb szerszámátmérőn
- Ha a gép orsófordulatszáma korlátozott, a kontúrmarás segít megtartani és vezérelni a forgácsolási sebességet
- A kontúrmarás kevesebb váltást is okoz a munkaterhelésben és irányban. Nagy sebességű és nagy előtolású marásnál, és edzett anyagoknál, ez különösen fontos, mivel a forgácsolóél és a folyamat érzékenyebb a változásokra, amelyek kihajlást vagy rezgést okozhatnak.
- A jó szerszáméltartam eléréséhez tartsa folyamatosan fogásban a szerszámot, ameddig lehetséges
Figyelem! Kerülje a szerszám közepével végzett forgácsolást, amikor a szerszám középpontjában a forgácsolási sebesség nulla.
Szerszámút-stratégia
Állandó Z kontúrmarás, két tengely mentén. Nagyolástól simításig
Szintmarás, állandó Z értékű kontúrmarás
- Általános, ahol van CAM-vezérelt kagylófunkció
- Akadálytalan fogásvétel és visszahúzás
- Könnyű programozás
- Széles szerszámválasztás
Spirális kontúrmarás, három–öt tengely mentén. Simítás
Kontúrmarás süllyedő szerszámútvonalon
- Finom irányváltások
- Jó alakpontosság és felületi minőség
- Szabályozott kagylómagasság
- Állandó fogásvétel
- Rövid programok
- Rövid szerszám
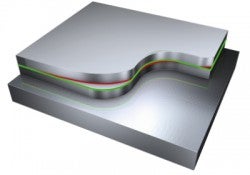
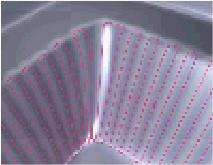
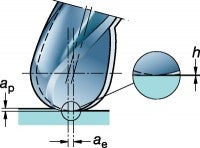
Térbeli felületek létrehozása
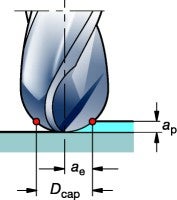
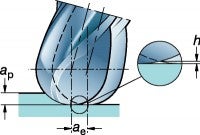
Egyenirányú marással, két irányban kb. 10°-ban döntött marószerszámmal jó felületi minőség és megbízható teljesítmény érhető el. A gömbvégű maró vagy rádiuszos forgácsolóél egy bizonyos h csúcsmagassággal rendelkező felületet hoz létre, amely a következőktől függ:
- A fogás ae szélessége
- Fogankénti előtolás, fz
További fontos tényező a fogásmélység (ap), amely a forgácsolóerőket befolyásolja, és a marószerszám indikátorról leolvasható ütése (TIR). A legjobb eredmények eléréséhez:
- Használjon nagy pontosságú hidraulikus tokmányt Coromant Capto® megoldással
- Minimalizálja a szerszám túlnyúlását
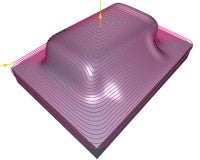
Nagyolás és előnagyolás
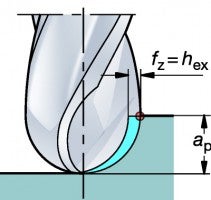
Ha a fogankénti előtolás sokkal kisebb, mint a fogásmélység és -szélesség, a létrejött felületnek sokkal kisebb lesz a csúcsmagassága az előtolás irányában.
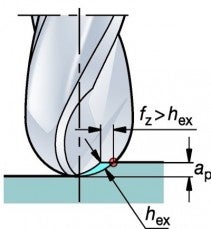
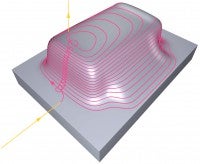
Simítás és szupersimítás
Előnyösebb az egyenletes, minden irányban szimmetrikus felületstruktúra létrehozása amelyet később könnyű polírozni, a polírozási módszertől függetlenül.
Ez akkor érhető el, ha fz ≈ ae.
Mindig használjon döntött két fogú marót a tükörsimításhoz, a legjobb felületi minőség eléréséhez.
Előnagyolás olyan fz értékkel, amely jóval kisebb az ae
értékénél
Tükörsimítás döntött maróval és fz = ae
értékkel
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Marás
A marási alkalmazások sikeres kimenetelének megítélése nagymértékben függ számos... chevron_right
Főszerelvény
A futómű fő részei a fő-/orr-/központi szerelvény, dugattyú/csúszka, forgóállvány/forgóváz... chevron_right
CoroMill 216F
A CoroMill gömbvégű simító maró számos alakítószerszám alapanyag simító marásához... chevron_right
Főfutómű központi elem
A futómű fő részei a fő-/orr-/központi elem, dugattyú/csúszka, forgóállvány/forgóváz... chevron_right
