
Muotosorvaus
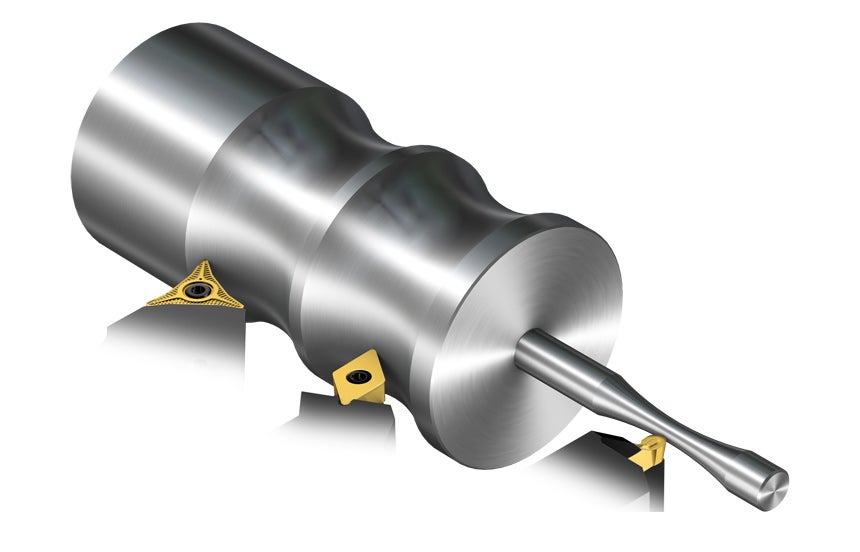
Muotosorvausta käytetään muodoltaan vaativien urien koneistukseen. Työkalun ulottuvuus asettaa usein haasteita. Pinnankarheus ja -eheys ovat keskeisimpiä laatutekijöitä. Esimerkiksi monissa suihkumoottoreiden osissa on haastavia uramuotoja, joiden koneistus vaatii hyvää ulottuvuutta ja joilta odotetaan erinomaista pinnankarheutta. Koneistettavat muodot ja usein haasteellinen lastuttavuus tekevät muotosorvauksesta parhaan vaihtoehdon tällaisten urien valmistukseen.
Erikoisista materiaaleista valmistettuihin, haastavia uramuotoja sisältäviin kappaleisiin sitoutuu usein paljon pääomaa. Prosessivarmuus voi nousta haasteeksi. Ongelmia aiheuttavat pitkät vapaapituudet ja hankalat muodot. Koneistettaessa mutkikkaita muotoja kannattaa panostaa teriin, jotka tehostavat urien muotosorvausta. Vaihda perinteiset vasen- ja oikeakätiset työkalut yhteen työkaluun, jotta tarvittavien työkalujen määrä voidaan minimoida. Työkalunvaihdot vähenevät, ja revolveriin saadaan tilaa muille työkaluille. Muotosorvausterät ovat usein hyvä ratkaisu, kun kappaleesta on lastuttava runsaasti ainetta lyhyessä ajassa.
Urien muotosorvaus
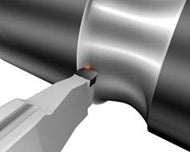
Wrap around
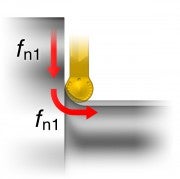
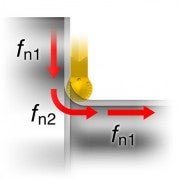
Kun pyöreillä terillä pisto- tai muotosorvataan nurkkia, ongelmana voi olla "wrap around" -ilmiö. Lastuamisvoimat kasvavat terän ison säteen vuoksi liian korkeaksi ja syöttöä joudutaan pienentämään. Toisaalta liian pieni syöttö voi aiheuttaa värinää. Ongelman välttämiseksi terän halkaisijan tulee olla mahdollisimman pieni suhteessa koneistettavan nurkan säteeseen. Jos säteeltään samaa terää on käytettävä useissa erilaisissa urissa, katko lastua ja vältä värinää käyttämällä lyhyitä pysähdyksiä.
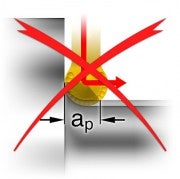
Terän säde = koneistettava säde
Ei suositella
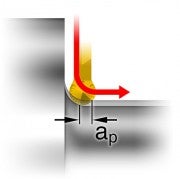
Terän säde < koneistettava säde
Suositus
n1
n2
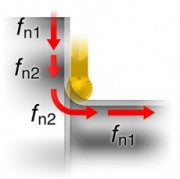
f = syöttö suoraan lastuttaessa – maks. lastunpaksuus 0.15–0.40 mm
(0.006–0.016 in)
f = syöttö nurkkapyöristystä lastuttaessa – maks. 50 % lastunpaksuudesta f
n1
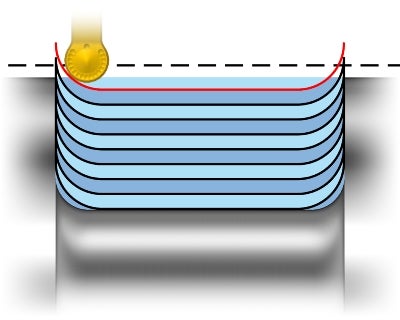
Muotojen/taskujen sorvaus kuumalujiin superseoksiin – trokoidisorvaus
- Lähestymiskaari, pienennetty syöttö.
- Nosta syöttö fn suorilla osuuksilla maksimiin.
- Poistumiskaari, pienennetty syöttö
n pienennetty f max | n f max | pienennetty f n max |
 |
Sisäsorvaus
Sisäsorvauksessa koneistetaan työkappaleen sisähalkaisija. Sisäsorvauksen yleisimpiä... chevron_right
Ulkosorvaus
Ulkosorvauksessa koneistetaan työkappaleen ulkohalkaisija. Ulkosorvaus on yleisimpiä... chevron_right
Katkaisu ja uransorvaus
Katkaisun ja uransorvauksen tärkeimpiä painopisteitä ovat prosessivarmuus ja tuottavuus.... chevron_right
Ulkouran sorvaus
Uransorvauksessa ensisijainen tavoite on hyvä tuottavuus. Ulkopuolinen uransorvaus... chevron_right
