
Lastuamisnesteen käyttö katkaisussa ja uransorvauksessa

Lastuamisnesteen käyttö ja voitelu vaikuttaa olennaisesti prosessivarmuuteen katkaisussa ja uransorvauksessa. Oikeat valinnat alentavat teräsärmän lämpötilaa ja tehostavat lastunpoistoa.
Sisäpuolinen vs. ulkopuolinen nesteensyöttö
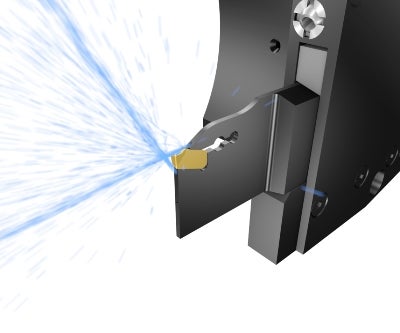
Jos katkaisuun ja uransorvaukseen käytetään ulkopuolista nesteensyöttöä, uraan asti pääsevä nestemäärä on yleensä hyvin niukka, joten lastuamisnesteen vaikutus jää vähäiseksi. Kun työkalussa on sisäpuolinen lastuamisnestekanava, nestesuihkut pääsevät tehokkaasti teräsärmälle syvissäkin urissa.
Tarkan nestesuihkun edut
- Isommat lastuamisarvot tai mahdollisuus käyttää sitkeämpää kovametallilaatua
- Parantaa lastunhallintaa ja pinnankarheutta
- Pidempi kestoikä
Neste terän ylä- vai alapuolelta? Vai kummaltakin?
Lastuamisnestettä voidaan syöttää työkalun läpi olosuhteiden mukaan joko terän ylä- tai alapuolelta. Joskus riittää jompikumpi, mutta paras teho saadaan käyttämällä molempia yhtä aikaa.
Yläpuolisen nestesuihkun vaikutus
Terän yläpuolelta syötetty nestesuihku parantaa lastunhallintaa, joka taas on pitkän kestoiän ja minimaalisten tuotantokatkosten edellytys. Samalla se voi vähentää irtosärmänmuodostusta.
Alapuolisen nestesuihkun vaikutus
Terän alapuolelta tuleva nestesuihku jäähdyttää terää ja hidastaa viistekulumista. Se myös tehostaa lastunpoistoa. Terän jäähdyttäminen sallii pehmeämmän terälaadun käytön. Samalla lastuamisarvoja voidaan mahdollisesti kasvattaa ja terän kestoikä voi parantua. Yhdessä sitkeämmän laadun kanssa tuloksena on ennakoitavampi ja varmempi prosessi. Alapuolinen nestesuihku on hyödyllinen pitkäkestoisessa lastuamisessa, jossa lämpötilasta muodostuu usein rajoittava tekijä.
Lastuamisnesteen vaikutus eri materiaaleihin
Vaikutus on suurin koneistettaessa heikosti lämpöä johtavia materiaaleja, esimerkiksi ruostumattomia teräksiä, titaania ja kuumalujia superseoksia. Vaikutus on myös merkittävä, kun koneistetaan tahmeita materiaaleja, kuten niukkahiilisiä teräksiä, alumiinia tai ruostumattomia duplex-teräksiä.
Eri materiaalien lastuttavuusominaisuudet
Suositukset
Käytä oikeaa painetta
Yksinkertaistetusti sanottuna mitä korkeampi lastuamisnesteen paine, sitä parempi terän kestoikä ja lastunhallinta. Sääntöön on kuitenkin joitakin poikkeuksia. Joskus terän kestoikä voi lyhentyä, kun paine on yli 100 baaria (1450 psi). Alhainenkin paine voi jossain määrin parantaa terän kestoikää ja lastunhallintaa, mutta korkeammalla 30–80 baarin paineella (435–1160 psi) on merkittävä vaikutus molempiin.
Vältä liian alhaista lämpötilaa ja irtosärmänmuodostusta

Liian alhainen lämpötila voi aiheuttaa terään irtosärmän muodostumista
Liian alhainen lämpötila voi lyhentää terän kestoikää varsinkin ruostumattomien terästen koneistuksessa, koska seurauksena on irtosärmän muodostusta. Tällöin terän lämpötilaa on nostettava, mieluiten seuraavasti:
- Nosta syöttöä ja nopeutta. Jos lastuamisneste syötetään sisäpuolisesti, nosta lastuamisnopeutta 30–50 prosenttia.
- Jos irtosärmän muodostusta esiintyy keskiöön katkaistaessa, keskeytä lastuamisnesteen syöttö koneen saavuttaessa maksimikaranopeutensa.
Lastuamisnesteen käyttö sorvauksessa
Lastuamisnesteen päätehtävät ovat lastunpoisto sekä terän ja työkappaleen jäähdytys... chevron_right
Tarkan lastuamisnesteen syötön edut ilmailuteollisuuden materiaalien koneistuksessa
Lastuamisnesteillä on nykyisin hieman erilainen rooli ilmailuteollisuuden osien koneistuksessa... chevron_right
Katkaisu ja uransorvaus
Katkaisun ja uransorvauksen tärkeimpiä painopisteitä ovat prosessivarmuus ja tuottavuus.... chevron_right
Kuiva- ja märkäjyrsintä
Jyrsiminen on luonnostaan hakkaavaa lastuamista. Tästä syystä teräsärmän lämpötila... chevron_right
