
Aksiaalipisto

Kun kappaleen otsapintaan koneistetaan aksiaalinen ura, on tärkeää valita oikeat työkalut. Työkalun on oltava uran kaarevuussäteeseen sopiva. Uran kaarevuus voi aiheuttaa lastunpoisto-ongelmia. Uraan jumiutuvat lastut voivat aiheuttaa terärikon ja vaarantaa prosessivarmuuden.
Aksiaalipistotyökalun valitseminen
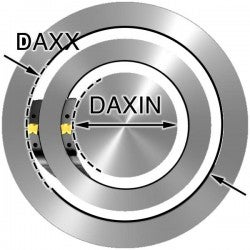
Halkaisija-alue (DAXIN ja DAXX)
Valitse ensimmäisen piston halkaisijaväli (DAXIN ja DAXX). Valitse isoin uran halkaisijalle sopiva työkalu. Mitä isompi työkalu, sitä pienempi kaari ja parempi jäykkyys ja tukevuus. Samalla lastunhallinta tehostuu.
Lastuamissyvyys (CDX)
Valitse työkalun lastuamissyvyys (CDX) aina mahdollisimman pieneksi, saat parhaan tukevuuden.
Terän leveys (CW)
Käytä leveintä mahdollista terää ja pidintä. Mitä leveämpi pidin, sitä parempi jäykkyys ja tukevuus.

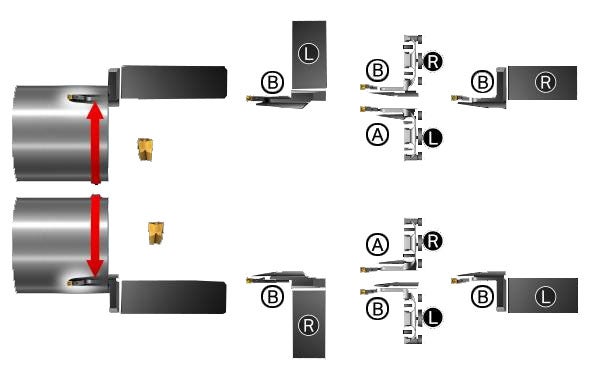
Työkalun kätisyys ja malli
Valitse koneeseen ja työkappaleen pyörimissuuntaan sopiva työkalu (A- tai B-malli, oikea- tai vasenkätinen malli).
- A-malli = sisäpuoliseen koneistukseen
- B-malli = pistoon navan ympäri
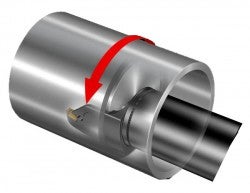
A-malli
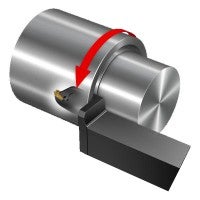
B-malli
Pidinsuosituksia
Valittaessa pidintä aksiaalipistoon on otettava huomioon seuraavat seikat:
- Kiinnitys. Valitse modulaarinen tai kiinteä ratkaisu, kuten QS-varsi
- 0°:n vai 90°:n pidin?
- Oikea- vai vasenkätinen työkalu? Tämä riippuu aikaisemmista valinnoista

0°:n pidin

90°:n pidin
Oikea- vai vasenkätinen työkalu?
Valitse edellisistä valinnoista riippuen oikea- tai vasenkätinen työkalu.
Parhaat tulokset aksiaalipistossa saadaan käyttämällä juurin siihen suunniteltua järjestelmää, esim. CoroCut QF. Lisävinkkejä oikean aksiaalipistotyökalun valitsemiseen saat tuotekohtaisilta verkkosivuilta. Voit myös käyttää CoroPlus® ToolGuide -sovellustamme.
Tailor Made -työkalut
Kaikki vakiomalliset aksiaalipistotyökalut on suunniteltu tietylle ensimmäisen piston halkaisija-alueelle. Tietylle uralle optimoidun työkalun saa valitsemalla Tailor Made -pitimen. Tietylle ensimmäisen piston halkaisijalle suunnitellun lehden muoto on suorempi, mikä parantaa tukevuutta (ks. kuva). Voit optimoida työkalun määrittelemällä lastuamissyvyyden ja ensimmäisen piston halkaisijan tarpeidesi mukaisesti.

Vakiopidin
Suurempi jäykkyys

Tailor made -pidin
Aksiaalipistotyökalun valitseminen

Kun kappaleeseen koneistetaan aksiaalinen ura, on tärkeää valita sopiva teränpidin. Pitimen on oltava uran kaarevuussäteeseen sopiva, siis kaareva. Lastunhallinta on olennaista aksiaalipistossa. Lastujen tulee olla riittävän pitkiä, etteivät ne jää jumiin uraan, mutta toisaalta niin lyhyitä, etteivät ne kierry työkalun tai työkappaleen ympärille.
Aksiaalipisto
Strategiat
Rouhinta
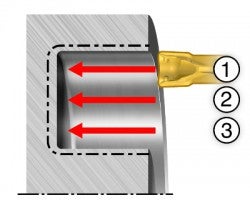
Aloita aina suurimmasta halkaisijasta (1) ja lastua kohti kappaleen keskiötä. Tässä vaiheessa tavoitellaan jatkuvaa lastua, mikä estää lastujen jumiutumisen kapeaan uraan. Keskeytä syöttö hetkeksi, jos lastua on katkottava. Seuraavien pistojen (2 ja 3) tulisi olla 0.5–0.8 x terän leveys. Lastut poistuvat tässä vaiheessa helpommin, joten voit nostaa syöttöä 30–50 %. Lastut ovat yleensä myös lyhyempiä.
Syvät urat
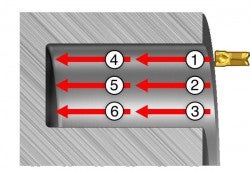
Syvät urat (> 25 mm [0.984 in]) suositellaan koneistettavaksi kahdessa vaiheessa:
- Koneista ura 50 %:n syvyyteen ja vaadittuun leveyteen (1, 2 ja 3)
- Koneista vaadittuun syvyyteen (4, 5, ja 6).
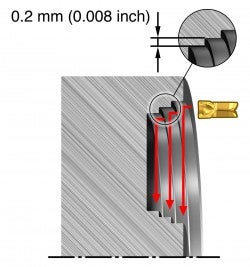
Rouhinta sivuttaisella sorvauksella
p
Sivuttain sorvaamalla saavutetaan tehokkaampi lastunhallinta ja -murto. Aloita suurimmasta halkaisijasta ja lastua kohti kappaleen keskiötä. Älä aloita tai lopeta olaketta vasten, jätä pistojen väliin 0.2 mm:n (0.008 in) porras. Sivuttain sorvaaminen on aksiaalipistoa tukevampaa. Sivuttain sorvaaminen ehkäisee myös värinöitä. Sivuttain sorvaaminen ei kuitenkaan ole niin tuottava vaihtoehto kuin aksiaalipisto pienemmän lastuamissyvyyden (a) vuoksi.
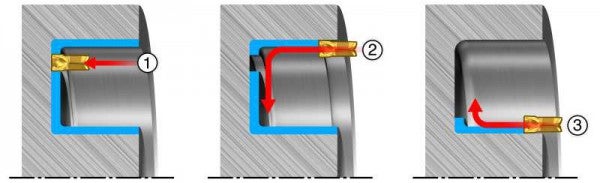
Viimeistely
Lastunhallinta on viimeistelyssä aina haastavaa, etenkin nurkkien sorvauksessa. On tärkeää jakaa tämä työstövaihe kolmeen osaan.
- Tee ensimmäinen pisto lähelle suurimman halkaisijan kulmasädettä.
- Aloita toinen ylimeno suurimmasta halkaisijasta ja koneista sisähalkaisijan kulman säteeseen asti.
- Kolmannella ylimenolla viimeistellään sisähalkaisija ja kulman säde.
Tarkat nestesuuttimet

Tarkoilla lastuamisnestesuuttimilla varustettuja aksiaalipistotyökaluja kannattaa käyttää, vaikka koneesi pumpun tuottama paine olisi vain 7–10 baaria (102–145 psi). Tarkat nestesuihkut tehostavat lastunpoistoa ja ehkäisevät lastujen jumiutumista uraan, etenkin syvemmissä urissa. Mitä suurempi lastuamisnesteen paine on (maks. 80 bar, 1160 psi), sitä tehokkaampaa lastunhallinta ja -poisto on.
Sisäsorvaus
Sisäsorvauksessa koneistetaan työkappaleen sisähalkaisija. Sisäsorvauksen yleisimpiä... chevron_right
Kierresorvauksen käyttökohdevinkit
Kierresorvauksen yleinen ongelma on se, että lastut kiertyvät robottien, istukoiden,... chevron_right
Ulkosorvaus
Ulkosorvauksessa koneistetaan työkappaleen ulkohalkaisija. Ulkosorvaus on yleisimpiä... chevron_right
CoroCut® QI
Optimoitu teräsijan kulma mahdollistaa kevyemmän lastuamisen ja alhaisemmat lastuamisvoimat,... chevron_right
