
Ulkouran sorvaus
Uransorvauksessa ensisijainen tavoite on hyvä tuottavuus. Ulkopuolinen uransorvaus ei yleensä kuormita terää yhtä paljon kuin katkaisu, joten varma prosessi on helpompi saavuttaa. Päähuomio voidaankin kiinnittää tuottavuuden parantamiseen, etenkin leveiden urien kohdalla, joiden koneistaminen vie pieniä uria enemmän aikaa ja jolla on suurempi vaikutus työkappaleen kokonaiskoneistusaikaan.
Ulkopuolinen uransorvaus
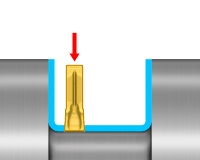
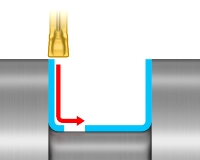
Syvissä urissa prosessivarmuuskin voi nousta haasteeksi. Ongelmia aiheuttavat pitkät vapaapituudet, lastunpoisto sekä lastuamisnestesuihkun saaminen teräsärmälle saakka. Taloudellisin ja tuottavin tapa koneistaa ura on sorvaus yhdellä pistolla. Jos uran leveys on terän leveyttä suurempi, voidaan käyttää sorvausta usealla pistolla, pistosorvausta, vinoa sisäänsyöttöä tai muotosorvausta. Ulkopuoliseen uransorvaukseen tulee valita ensisijaisesti tarkalla lastuamisnesteensyötöllä varustettu työkalu.
Vinkkejä ulkopuoliseen uransorvaukseen
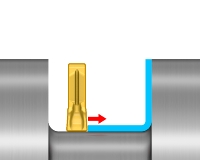
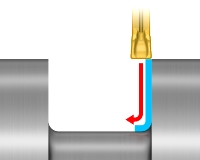
Uransorvaus yhdellä pistolla
Taloudellinen ja tuottava tapa koneistaa ura on sorvaus yhdellä pistolla. Tällöin on otettava huomioon seuraavat seikat:
- Jos hyvä pinnankarheus on etusijalla, käytä wiper-terää
- Käytä aina tarkasti toleroitua terää ja varmista, että nirkonsäde ja terän leveys ovat oikeat. Hiottujen terien käyttöä suositellaan (esim. -GF)
- Valitse sarjatuotantoon juuri oikea teräprofiili ja viiste. Jos sopivaa terää ei ole vakiovalikoimassa, kannattaa sijoittaa Tailor Made -terään
Leveiden urien rouhinta
Leveiden urien tai olakkeiden välisten muotojen yleisimmät sorvausmenetelmät ovat
- uransorvaus usealla pistolla
- pistosorvaus
- vino sisäänsyöttö.
Kaikki kolme ovat rouhintamenetelmiä, joiden jälkeen vaaditaan vielä viimeistelyä.
Muista seuraava nyrkkisääntö: jos uran leveys on pienempi kuin syvyys, käytä sorvausta usealla pistolla, päinvastaisessa tilanteessa käytä pistosorvausta. Hoikille kappaleille kannattaa harkita vinoa sisäänsyöttöä.
Uransorvaus usealla pistolla
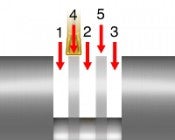
- Syvät ja leveät urat (syvyys suurempi kuin leveys)
- Viimeisiin pistoihin (4 ja 5) jätettävien laippojen tulisi olla terää kapeampia (CW – 2 x nirkonsäde)
- Lisää syöttöä 30–50 % laippoja lastuttaessa
- Ensisijainen geometria on -GM
Pistosorvaus

- Leveät ja matalat urat (leveys suurempi kuin syvyys)
- Älä syötä olaketta vasten
- Ensisijaiset geometriat: -TF ja -TM
Vino sisäänsyöttö (sorvaus/muotosorvaus)

- Paras lastunhallinta
- Minimoi radiaaliset lastuamisvoimat ja lovikulumisen
- Ensisijaiset geometriat: -RO ja -RM
Uran viimeistely
- Vaihtoehto 1: Käytä yleissorvausgeometriaa
- Vaihtoehto 2: Käytä muotosorvausgeometriaa, esim. jos uran nurkkapyöristyksessä on iso säde.
- Suositeltu aksiaalinen ja radiaalinen lastuamissyvyys: 0.5–1.0 mm (0.02–0.04 in).
Yleissorvaus ja ulkopuolinen uransorvaus
Tavanomainen sorvaus katkaisu- ja uraterällä
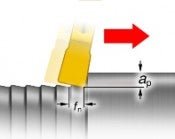
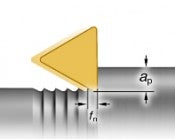
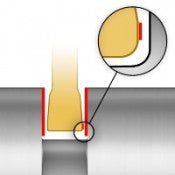
- Pituussorvauksessa lastuamissyvyyden (ap) on oltava isompi kuin nirkonsäde
- Wiper-efekti − syötön on oltava suhteessa lastuamissyvyyteen (fn/ap) suhteellisen suuri, jotta terä ja varsi taipuvat hieman. Tällöin teräsärmän ja koneistetun pinnan välille syntyy päästö
- Liian pieni fn/ap aiheuttaa terän hankautumista, värinää ja huonon pinnankarheuden
- Maks. ap = 75 % terän leveydestä
| Pinnankarheus | |||||
Ra µm | |||||
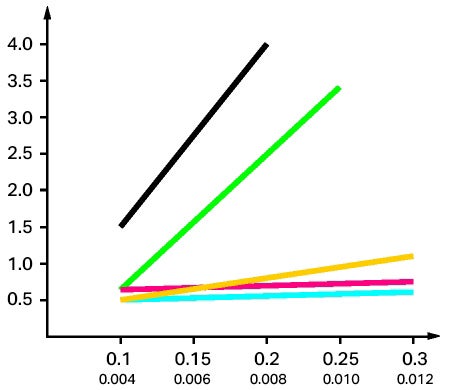 | |||||
Syöttö, fn mm/r in/r |
 | TNMG 160404 |
 | TNMG 160408 |
 | Katkaisu- ja uransorvausterä -5 mm -RM |
 | Katkaisu- ja uransorvausterä -4 mm -TF |
 | Katkaisu- ja uransorvausterä -6 mm -TM |
Kaaviosta näkyy katkaisu- ja uransorvausterillä saatava pinnankarheus verrattuna TNMG-teriin nirkonsäteillä 04 ja 08.
Uran sorvaaminen
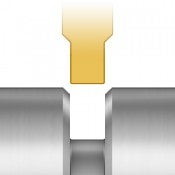
Sivusuunnassa syötettävän varren ja terän pitää taipua. Liiallinen taipuma voi kuitenkin aiheuttaa värinää ja terärikkoja:
- Paksumpi katkaisulehti taipuu vähemmän
- Lyhyt vapaapituus (OH) vähentää taipumaa (δ)
- Vältä sorvausta pitkillä/hoikilla työkaluilla

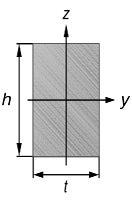
Lyhyt vapaapituus vähentää sivutaipumaa
Pääteuran sorvaus ja ulkopuolinen uransorvaus
Hionta ja kierteitys ovat erittäin yleisiä koneistustöitä. Jos hiottavana tai kierteitettävänä on olakkeeseen päättyvä pinta, siihen on tehtävä pääteura. Suosittelemme tähän tarkoitukseen suunnattujen terien käyttämistä. Esimerkiksi: T-Max Q-Cut® ja CoroCut® 1-2

Ulkosorvaus
Ulkosorvauksessa koneistetaan työkappaleen ulkohalkaisija. Ulkosorvaus on yleisimpiä... chevron_right
Katkaisu ja uransorvaus
Katkaisun ja uransorvauksen tärkeimpiä painopisteitä ovat prosessivarmuus ja tuottavuus.... chevron_right
Muotosorvaus
Muotosorvausta käytetään muodoltaan vaativien urien koneistukseen. Työkalun ulottuvuus... chevron_right
Sisäsorvaus
Sisäsorvauksessa koneistetaan työkappaleen sisähalkaisija. Sisäsorvauksen yleisimpiä... chevron_right
