
Fresado de superficies
El fresado de la superficie puede ser axial, radial o esculpido en función del tipo de herramienta que vaya a utilizar y el proceso que vaya a seguir.
Mecanizado axial de la superficie
El acabado superficial generado replicará la forma de la parte inferior de la plaquita. Una plaquita con radio de punta (RE) generará cúspides. El tamaño de estas dependerá del radio y el avance.
Las plaquitas con faceta paralela (BS) pueden generar una superficie plana. En función de la tolerancia axial y la excentricidad de la fresa, la plaquita en la posición más baja será la que cree el acabado superficial de la operación de fresado.
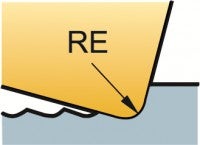
Radio de punta (RE)
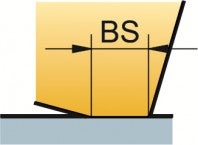
Faceta paralela (BS)
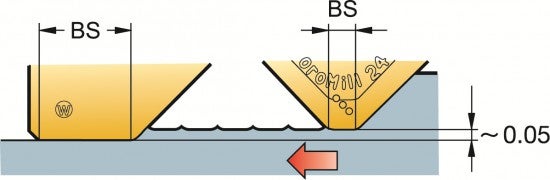
Para generar el mejor acabado superficial en fresado, es importante garantizar que el avance por vuelta (fn = fz x zn) es inferior al 80% de la BS.
A medida que incrementa el diámetro de la fresa (y para fresas de paso muy estrecho), el número de dientes y el avance por vuelta aumenta, lo que requiere una BS mayor. Tan pronto como el avance por vuelta exceda la anchura de esta faceta, la excentricidad axial de la fresa afectará al acabado superficial.
Para garantizar el mejor acabado superficial en fresado, utilice:
- Plaquitas wiper o de fresado con una BS al menos un 25% superior al fn.
- Plaquitas cermet para un acabado de espejo.
- Líquido de corte para evitar embazado.
Plaquitas Wiper
El filo wiper o la faceta paralela larga permiten acabar diámetros más grandes. La plaquita wiper está situada por debajo de las plaquitas estándar para garantizar que es la plaquita que genera el acabado superficial. El fn máx. no debe superar el 80% de la BS.
Plaquitas redondas
Las plaquitas redondas, o plaquitas con un radio de punta grande, son extremadamente productivas pero no generarán una superficie de alta calidad. Cuanto mayor sea el diámetro de corte, peor será el acabado superficial.
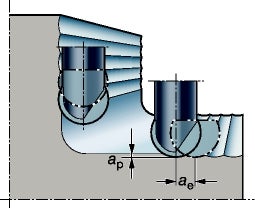
Mecanizado radial de la superficie
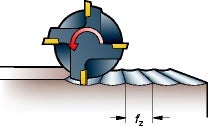
Al utilizar una fresa de ranurar, una fresa para escuadrar o una fresa de fresado lateral y planeado, se mecaniza una superficie radial. En las superficies de mecanizado radial, el lateral de la herramienta genera el perfil.
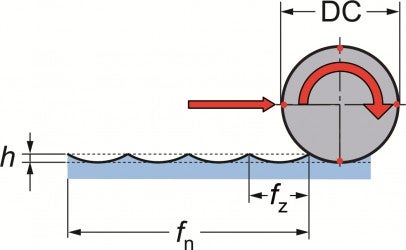
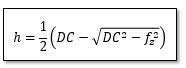
Cada diente produce una cúspide (h) en la que el ancho de la misma equivale al avance por diente, fz, y la profundidad de la cúspide viene determinada por la relación entre el diámetro de la fresa y el fz. El tamaño teórico de la cúspide generada es mínimo.
Mecanizado esculpido de la superficie
Al utilizar una fresa de ranurar de punta esférica, se esculpe la superficie.
Fresado en «plunge»
¿Qué es un fresado en «plunge» exitoso? En el fresado en «plunge», el mecanizado... chevron_right
Ranurado frontal
Al crear una ranura axial en la superficie de la pieza es importante elegir las herramientas... chevron_right
Fresado
Un resultado satisfactorio en aplicaciones de fresado depende en gran medida de varios... chevron_right
Métodos de recorte
Los métodos de recorte y fresado trocoidal se desarrollaron originalmente para desbastar... chevron_right
