
Programación para fresado
Avance de periferia o línea central
Las máquinas están diseñadas para el avance de línea central, vf, (sin compensación del radio) o el avance de periferia, vfm, (con compensación del radio).
Si la máquina requiere avance de línea central y se programa avance de periferia en su lugar (en máquinas sin compensación del radio), el valor de fz será demasiado elevado y se incrementará el riesgo de rotura de la plaquita.
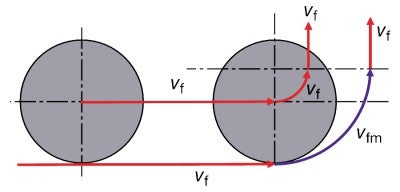
Avance de línea central, vf, o de periferia, vfm.
Programación del avance de línea central
Los códigos de CN generados programarán el centro de la fresa en lugar de la periferia.
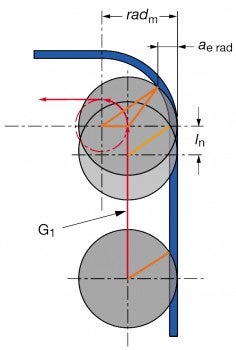
Para mecanizar en línea recta (G1), el avance en la pared de la pieza, vfm, equivale al avance programado, vf, mientras que el avance de periferia alrededor de un radio (G2) será superior al avance central de la herramienta. Por ello, el avance de mesa, vf, debe reducirse para mantener el avance por diente, fz.
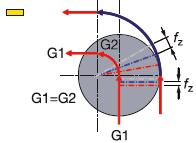
Sin la reducción del avance de línea central,
el fz incrementará en las esquinas.
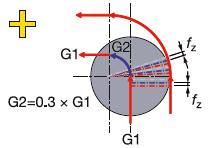
Con reducción del avance de línea central.
Reducción del avance de línea central
En la tabla encontrará un factor de reducción que depende de:
- La relación entre el diámetro de corte y el radio de la pieza: DC/radm
- La inmersión radial: ae/DC
| kValor del factor de reducción para el avance en las esquinas () | ||||||||||
| DC/radm | ae/DC | |||||||||
| 0.05 | 0.15 | 0.25 | 0.35 | 0.45 | 0.55 | 0.65 | 0.75 | 0.85 | 0.95 | |
| 2,00 | 0.22 | 0.34 | 0.40 | 0.45 | 0.48 | 0.53 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.80 | 0.30 | 0.34 | 0.42 | 0.46 | 0.50 | 0.53 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.60 | 0.44 | 0.42 | 0.44 | 0.49 | 0.53 | 0.56 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.40 | 0.55 | 0.54 | 0.54 | 0.54 | 0.56 | 0.59 | 0.62 | 0.67 | 0.75 | 0.86 |
| 1.20 | 0.63 | 0.64 | 0.64 | 0.62 | 0.62 | 0.65 | 0.63 | 0.71 | 0.75 | 0.86 |
| 1.00 | 0.71 | 0.72 | 0.72 | 0.73 | 0.74 | 0.62 | 0.77 | 0.79 | 0.83 | 0.86 |
| 0.80 | 0.78 | 0.79 | 0.79 | 0.80 | 0.82 | 0.83 | 0.85 | 0.87 | 0.89 | 0.94 |
| 0.60 | 0.84 | 0.85 | 0.86 | 0.86 | 0.87 | 0.88 | 0.90 | 0.91 | 0.93 | 0.96 |
| 0.40 | 0.90 | 0.90 | 0.91 | 0.92 | 0.92 | 0.93 | 0.94 | 0.95 | 0.96 | 0.98 |
| 0.20 | 0.95 | 0.96 | 0.96 | 0.96 | 0.96 | 0.97 | 0.97 | 0.98 | 0.98 | 0.99 |
Reducción del avance antes de alcanzar la esquina
Reducir el avance antes de llegar a la esquina es especialmente importante al fresar a alta velocidad.
A medida que avanza la fresa hacia el final de la línea G1, el arco de empañe empieza a incrementarse. Por lo que es necesario reducir el avance antes de alcanzar la esquina, es decir, dentro del intervalo ln que equivale al 50% x DC.
Un controlador de máquina con una función «look ahead» avanzada gestionará automáticamente los cambios de avance.
Reduzca el avance a la siguiente distancia:
ln = 50% DC
Fresado de esquinas
El fresado del interior de las esquinas requiere un análisis minucioso del arco de... keyboard_arrow_right
Mandrinado
En esta sección encontrará las fórmulas y definiciones necesarias para sus operaciones... keyboard_arrow_right
Mecanizado de superficies
El fresado de la superficie puede ser axial, radial o esculpido en función del tipo... keyboard_arrow_right
Roscado
Esta sección incluye fórmulas y definiciones para calcular la velocidad de corte,... keyboard_arrow_right
