
Fresado en «plunge»
¿Qué es un fresado en «plunge» exitoso?
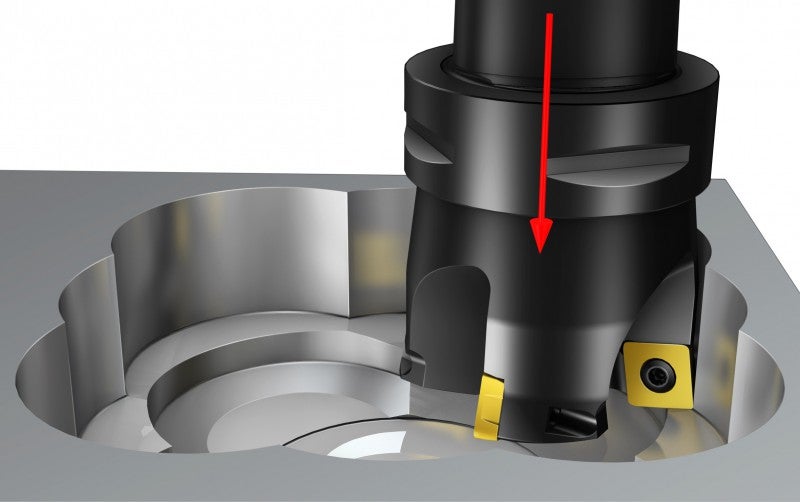
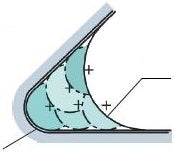
En el fresado en «plunge», el mecanizado se realiza en el extremo de la herramienta en lugar de la periferia y esto supone una ventaja porque cambia la dirección de las fuerzas de corte predominantes de radial a axial. Por lo general, el fresado en «plunge» es un método alternativo cuando las vibraciones impiden aplicar fresado lateral.
Ejemplo:
- Cuando el voladizo de la herramienta es superior a 4 x DC.
- Cuando la estabilidad es deficiente.
- Para semiacabado de esquinas.
- Para materiales difíciles de mecanizar, como el titanio.
También puede ser una alternativa si la potencia o el par de la máquina son una limitación.
Nota: en condiciones favorables, el fresado en «plunge» no es la primera elección porque la velocidad de arranque de viruta es menor.
Elección de la herramienta
La selección de la fresa viene determinada inicialmente por el diámetro.
Taladrado en «plunge»
Las operaciones de mecanizado en «plunge» con herramientas de taladrar pueden ser más eficaces hasta aprox. DC = 35 mm, consulte la sección de Taladrado.
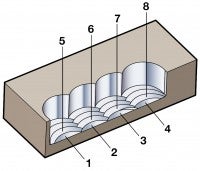
Cómo aplicar operaciones de fresado en «plunge»
Proceso de corte
Las operaciones de fresado en «plunge» varían considerablemente respecto al fresado tradicional. Aquí, se emplea el extremo de la herramienta en lugar de la periferia y esto supone una ventaja porque cambia la dirección de las fuerzas de corte predominantes de radial a axial. Se puede comparar con una operación de mandrinado con cortes intermitentes.
El consumo de potencia y el ruido son bajos.
Fresado en «plunge» = mandrinado interrumpido.
Fuerzas de corte axiales.
Fresado tradicional.
Fuerzas principalmente radiales.
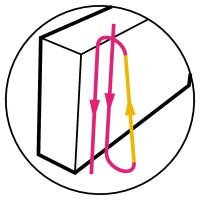

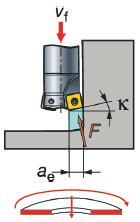
= avance de mesa programado

= recorrido rápido
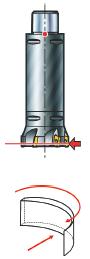
Evite volver a mecanizar en la pasada de retorno y reduzca gradualmente la profundidad de mecanizado en «plunge».
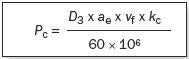
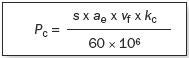
Cálculo del consumo de potencia.
Avance en el fresado en «plunge»
| Avance en el fresado en «plunge» | ||
| Tamaño de plaquita | Voladizo < 3xDC | Voladizo > 3xDC |
| 9 | fz = 0.15 (0.10 - 0.20) | fz = 0.10 (0.08 – 0.15) |
| 14 | fz = 0.20 (0.10 - 0.25) | fz = 0.15 (0.10 - 0.20) |
Fresa sobredimensionada L ≤ 3xDC
| iC | ae máx. |
| 9 | 8 |
| 14 | 13 |
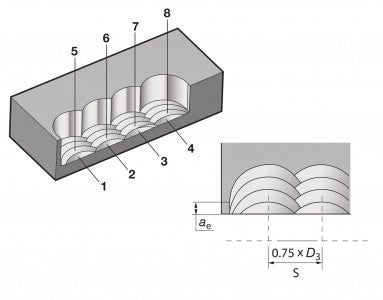
s = 75% DC
Fresa sobredimensionada L ≥ 3xDC
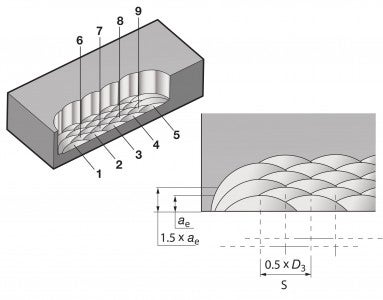
| iC | ae máx. |
| 9 | 7 |
| 14 | 12 |
s = 50% DC
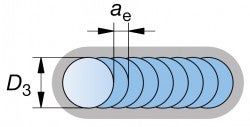
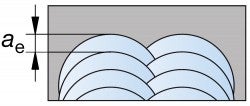
ae = máx. para la plaquita
Paso lateral s = X % DC
*S depende del voladizo de la herramienta
Consejos para fresado en «plunge»
- Una máquina horizontal favorece la evacuación de la viruta.
- Inicie el fresado desde el fondo y trabaje hacia arriba.
- Utilice líquido de corte o aire comprimido para favorecer la evacuación de la viruta.
- El fresado en «plunge» requiere menor avance por diente que los métodos tradicionales.
- Verifique que siempre haya más de un diente en empañe.
- Utilice fresas de paso estrecho.
- Utilice la ae máx.: según el tamaño de la plaquita.
- Utilice s = 0.75 x DC al desplazarse lateralmente.
- Reduzca gradualmente la profundidad de mecanizado en «plunge» para minimizar la vibración.
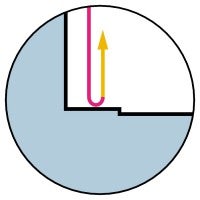
- Utilice un «programa con desplazamiento en gancho» para evitar remecanizar en la pasada de retorno. Avance a 1 mm de la pared al final del corte.
- Nota: no se recomienda utilizar un ciclo de taladrado porque el remecanizado puede provocar vibración al extraer la herramienta.
- Intente dejar un volumen constante de material sobrante para la operación de acabado siguiente.
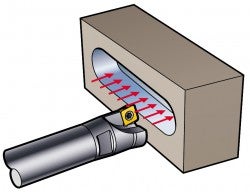
Ranuras
- Mecanizar en «plunge» es una técnica eficaz para mecanizar ranuras profundas y cerradas.
- La evacuación de la viruta es esencial. Un reglaje horizontal y el uso de líquido de corte o aire comprimido facilitará el proceso.
- Se recomienda utilizar una broca para ranuras profundas y estrechas, ya que ofrece la mejor evacuación de la viruta y el mayor régimen de solapamiento.
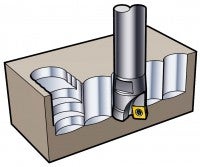
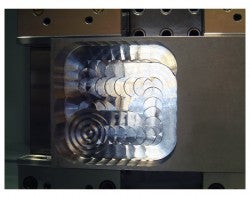
Cavidades/alojamientos
- La evacuación de la viruta es crítica, igual que en las ranuras estrechas.
- Utilice un reglaje horizontal y refrigerante o aire comprimido.
- Taladrar el mayor agujero inicial posible mejorará aún más la evacuación de la viruta. Se recomienda un diámetro de 1.5 x DC.
- Reduzca el avance en los dos primeros pasos de mecanizado en «plunge».
- Avance lateralmente e intente evitar el ranurado.
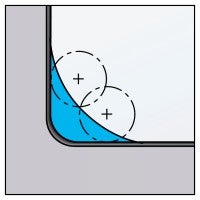
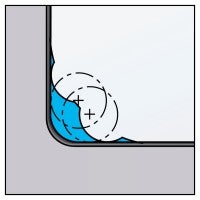
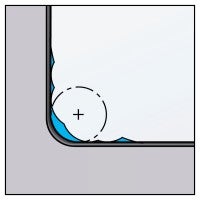
Esquinas
El fresado en «plunge» del material sobrante (fresado de restos) después de una operación de desbaste en esquinas de 90 grados profundas puede presentar ventajas.
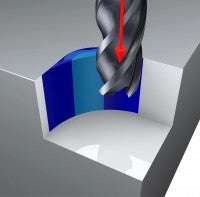
DC = 12.7 mm
Radio inicial = 16 mm
Radio final = 6 mm
Mecanizado de esquinas
Fresado interrumpido
¿Qué es un fresado interrumpido exitoso? El fresado interrumpido es una alternativa... chevron_right
Métodos de recorte
Los métodos de recorte y fresado trocoidal se desarrollaron originalmente para desbastar... chevron_right
Mecanizado de superficies
El fresado de la superficie puede ser axial, radial o esculpido en función del tipo... chevron_right
Tornofresado
¿Qué es un tornofresado exitoso? El tornofresado se define como el fresado de una... chevron_right
