Mecanizado en rampa: circular y lineal de dos ejes
¿Qué es un mecanizado en rampa exitoso?
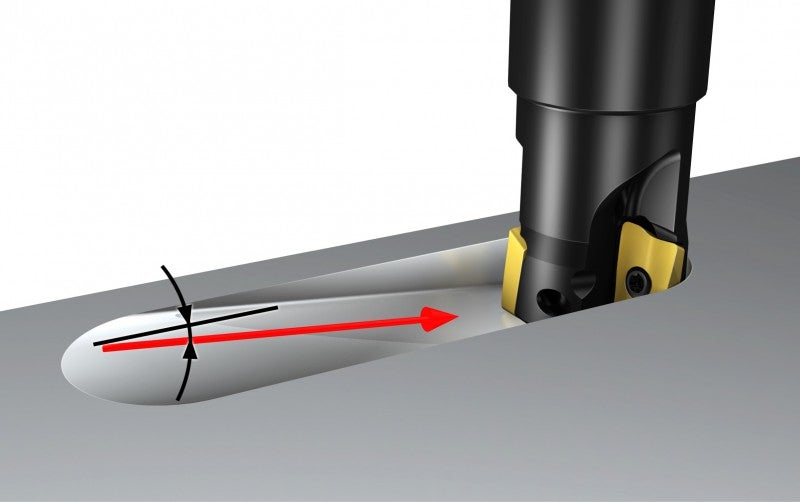
El mecanizado en rampa lineal es un método habitual y eficiente de aproximación a la pieza al mecanizar ranuras/alojamientos/cavidades cerradas y elimina la necesidad de empelar una broca.
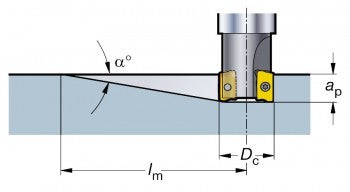
El mecanizado en rampa lineal se define como el avance simultáneo en dirección axial (Z) y en una dirección radial (X o Y), es decir, mecanizado en rampa de dos ejes.
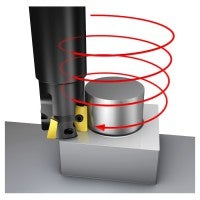
El mecanizado en rampa circular (también llamado interpolación helicoidal, interpolación espiral, taladrado orbital, etc.) es un desplazamiento simultáneo de un recorrido circular (X e Y) y de un recorrido de avance axial (Z) con un paso determinado, y, también, una alternativa al taladrado.
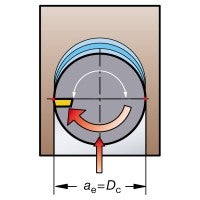
El mecanizado en rampa circular siempre es preferible al mecanizado en rampa lineal (ranurado) dado que la interpolación helicoidal es un proceso mucho más suave porque el corte radial es reducido. También permite aplicar fresado en concordancia y ofrece una evacuación de la viruta optimizada. La rotación en sentido contrario a las agujas del reloj garantiza el fresado en concordancia.
Mecanizado en rampa de dos ejes: lineal
Cómo aplicar mecanizado en rampaUn proceso de corte exigente
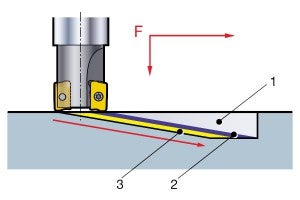
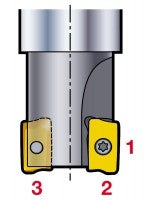
Durante la operación de mecanizado en rampa lineal se producen tres procesos de corte a la vez:
1) Mecanizado periférico con la plaquita principal.
2) Mecanizado del fondo con la plaquita principal.
3) Mecanizado del fondo con la plaquita de salida.
Las fuerzas de corte son tanto axiales como radiales.
También se ejerce tensión sobre la herramienta debido al ranurado, lo que significa que ae=Dc y la creación de grandes fuerzas radiales y virutas largas.
Recomendaciones de mecanizado
- Reduzca el avance al 75% del valor normal.
- Si se realiza la operación de ranurado directamente después del mecanizado en rampa, es importante continuar con un avance inferior, durante la distancia correspondiente al diámetro de la fresa, hasta que la plaquita de salida haya dejado de mecanizar.
- Utilice líquido de corte para contribuir a la evacuación de la viruta.
- Rebaje el radio de la herramienta para reducir el área de contacto.
- El mecanizado en rampa lineal debería estar limitado a ranuras estrechas inferiores a 30 mm de ancho si el acceso para el mecanizado en rampa circular es limitado.
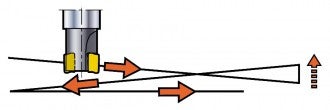
Mecanizado en rampa progresivo
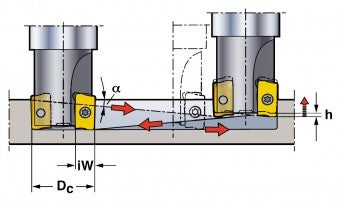
Al mecanizar en rampa durante varias pasadas para producir una ranura profunda, puede incrementarse fácilmente la productividad mecanizando en rampa en ambas direcciones (mecanizado en rampa progresivo) en lugar de mecanizar en rampa en solo una (mecanizado en rampa de una pasada).
Nota: si la fresa avanza con el máximo ángulo de mecanizado en rampa, debe aumentarse la distancia h antes de cambiar el sentido. De esta forma se evita dañar la parte central del cuerpo de la fresa.
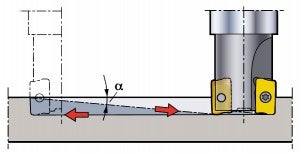
Mecanizado en rampa en una sola pasada.
Corrección del recorrido de la herramienta.
Mecanizado en rampa progresivo con máximo ángulo de mecanizado en rampa.
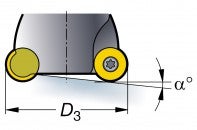
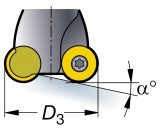
El radio de la plaquita afecta al máximo ángulo de mecanizado en rampa.
Ejemplo:
Las curvas del diagrama son válidas para los radios mínimo y máximo. Para los radios intermedios es necesario interpolar.
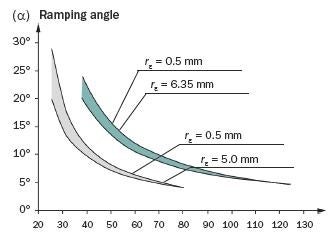
Diámetro de la herramienta, Dc mm

= Tamaño de la plaquita 22

= Tamaño de la plaquita 16
Mecanizado en rampa de dos ejes: circular
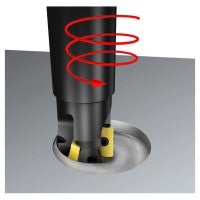
Consideraciones del proceso
Hay tres aspectos clave para el mecanizado en rampa circular; si no se aplica correctamente, los problemas son inevitables.
- Selección del diámetro de la fresa para el tamaño del agujero.
- Paso por revolución.
- Velocidad de avance.
1. Selección del diámetro de la fresa para el tamaño del agujero
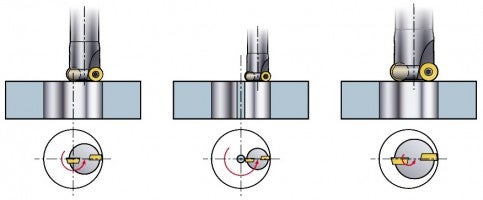
La selección del tamaño de la fresa es muy importante al utilizar fresas no centrales. El diámetro de la fresa garantiza que la plaquita mecaniza por encima de la línea central del agujero.
El diámetro de la fresa es demasiado pequeño y dejará un núcleo en el centro, como el trepanado. Esto no supone un problema en cortes grandes (arquetas) pero será necesario prever el apoyo del núcleo en el momento de su caída.
Si la fresa es demasiado grande, la plaquita no pasará por la línea central del agujero y se formará un tetón en el que quedará atascada la parte baja de la fresa.Agujero de diámetro máximo
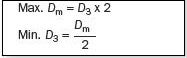
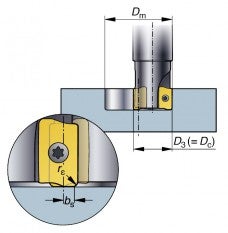
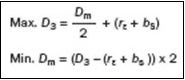
- El diámetro máximo del agujero, Dm, que se puede mecanizar en una espiral continua, es 2 x D3.
- Realmente se trata de una operación de ranurado y dejará un tetón en el centro del agujero ciego.
- El tetón se elimina avanzando hacia el centro para crear un fondo plano.
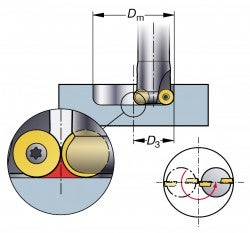
Máx. diámetro del agujero Dm
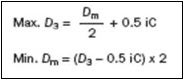
Diámetro de fresado del fondo plano
- Para garantizar que no quede un tetón en el fondo de un agujero ciego, es necesario calcular el tamaño del radio de la plaquita.
- Si la fresa es demasiado grande, no será posible eliminar el tetón avanzando hacia el centro.
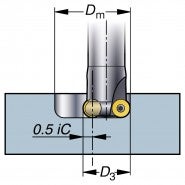
Mín. diámetro del agujero Dm
Mín. diámetro del agujero Dm
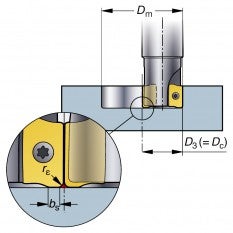
Mínimo diámetro del agujero pasante
- El diámetro mínimo que evita la colisión del cuerpo de la fresa debido al mecanizado sin corte central.
- b es el solapamiento máximo permitido para mecanizado en «plunge» y es igual para el solapamiento máximo.
- Para plaquitas redondas, b debe calcularse como b = 0.8 x iC
- No se puede eliminar el tetón.
2. Paso (P)
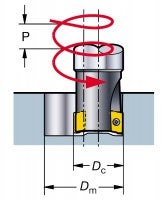
El paso nunca puede ser superior a la ap máxima correspondiente al concepto de la fresa y depende del diámetro del agujero, el diámetro de la fresa y el ángulo de mecanizado en rampa.
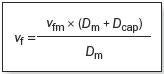
3. Velocidad de avance
El valor de avance siempre depende del valor hex, que se corresponde con la velocidad de avance periférico, vfm. Sin embargo, muchas máquinas requieren el avance central de la herramienta, vf, que debe calcularse correspondientemente:
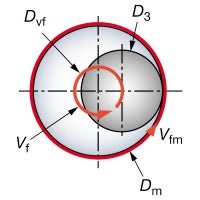
Dvf = recorrido de fresa programado
Velocidad de avance programada:
vfm = al utilizar compensación del radio
vf = al utilizar avance de la herramienta central
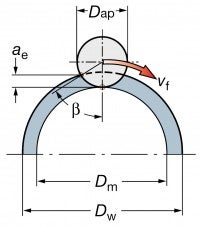
Mecanizado en rampa circular exterior
Mecanizado en rampa circular exterior (3 ejes)

Fresado circular exterior (2 ejes)
¿Qué es un mecanizado en rampa circular exterior exitoso?
Comparado con mecanizado en rampa/fresado circular interior:
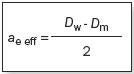
- Se aumenta el avance central de la herramienta, vf, en lugar de reducirse.
- La profundidad radial, ae, se reduce considerablemente en el fresado exterior, por lo que puede emplearse una mayor velocidad de corte.
- hex se calcula de la misma manera que para recanteado.
- La técnica de programación es, por el contrario, muy similar al fresado interior de agujeros.