
Korrekte Auswahl von Gewindefräsern
Ein- oder mehrreihige Gewindefräskonzepte lassen sich für unterschiedliche Anwendungen einsetzen.
Einreihiges Werkzeug
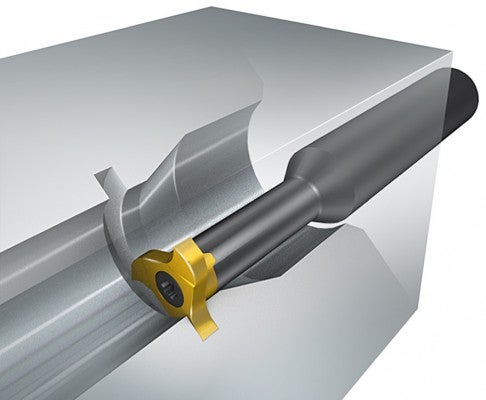
- Für mittlere bis große Innengewinde
- Erste Wahl für die Erstellung großer Außengewinde an asymmetrischen Bauteilen
- Sie sind aber auch gut für instabile Arbeitsbedingungen geeignet, so z. B. zum Fräsen von Gewinden, die lange
Werkzeugüberhänge erfordern, oder bei dünnwandigen Bauteilen. - Wenn eine Wendeschneidplatte für unterschiedliche Steigungen verwendet wird
- Wenn geringe Leistung erforderlich ist
- Für kleine Losgrößen und Mischproduktion
Mehrreihiges Werkzeug
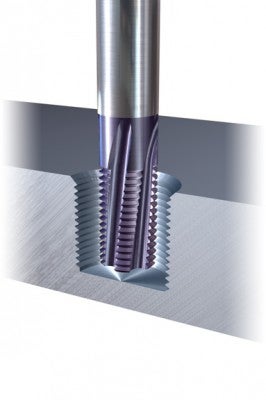
- Zum Gewindeschneiden und Fasen in einem Werkzeug
- Stellt ein komplettes Gewinde in nur einem 360°-Arbeitsgang her
- Wenn dasselbe Werkzeug für unterschiedliche Gewindegrößen verwendet wird
(so lange die Steigung gleich bleibt)
Wendeschneidplattentypen
Es gibt zwei Hauptplattenausführungen für einreihige Produkte zum Gewindefräsen. Die unterschiedlichen technischen und wirtschaftlichen Aspekte für jede Wendeschneidplatte sind ausschlaggebend bei der Wahl der Anwendung.
Vollprofil

Teilprofil
Vollprofilplatten – erste Wahl für hochqualitative Gewindeformen
Die am häufigsten verwendeten Platten zur Herstellung eines vollständigen Gewindeprofils einschließlich der Spitzen.
- Die Wendeschneidplatten garantieren eine korrekte Tiefe, einen korrekten Radius an Gewindekopf und -fuß und damit auch ein stärkeres Gewinde
- Aufmaß sollte 0.03–0.07 mm (0.001–0.003 Zoll) betragen
- Nach dem Gewindeschneiden kein Entgraten notwendig
- Weniger Durchgänge im Vergleich zur Wendeschneidplatte mit Teilprofil erforderlich dank größerem Eckenradius
- Für jede Steigung und jedes Profil eine separate Wendeschneidplatte notwendig
- Produktive Gewindeschneidleistung
Zur Fertigung des Gewinde-Enddurchmessers sollte ein Aufmaß belassen werden.
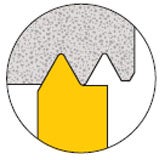
Wendeschneidplatten mit Teilprofil – Gewindeschneiden mit einem Minimum an Werkzeugbestand
Diese Wendeschneidplatten schneiden nicht die äußeren Gewindespitzen. Daher muss der Außendurchmesser für Schrauben und der Innendurchmesser für Muttern vor dem Gewindedrehen auf den richtigen Durchmesser zerspant werden.
- Die gleiche Wendeschneidplatte lässt sich für einen ganzen Steigungsbereich verwenden, vorausgesetzt der Profilwinkel (60° oder 55°) ist der gleiche
- Geringerer Lagerbestand
- Der Eckenradius ist für die kleinste Steigung ausgelegt, wodurch die Standzeit reduziert wird
Empfohlene Werkzeughalter
Für eine lange Standzeit stets Werkzeughalter mit guter Rundlaufgenauigkeit einsetzen.
Hydraulik-spannfutter | Spann-zangenfutter | Weldon-adapter | Schrumpf-futter | ||
 |  |  |  | ||
 | Gewindefräser mit Wendeschneidplatten |  |  | ||
 | Vollhartmetall-Gewindefräser | | | |
Erste Wahl | |
Zweite Wahl |
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
Wahl der Wendeschneidplatte und Zwischenlage in Gewindedrehanwendungen
Bei der Wahl der am besten geeigneten Wendeschneidplatte für Ihre Gewindedrehanwendung... chevron_right
CoroMill® 328
Ein vielseitiger Fräser, der zur Herstellung unterschiedlicher Nuten, Gewinde und... chevron_right
Gewindebearbeitung
Es gibt zahlreiche Methoden und Werkzeuge für die Gewindebearbeitung, die für unterschiedliche... chevron_right
Gewindedrehen
Gewindedrehen ist eine anspruchsvolle Anwendung, bei der Spankontrolle und dauerhafte... chevron_right
