
Upichování
Upichování se využívá zejména na strojích s podáváním tyčí, používaných často v hromadné výrobě. Upichovací operace zpravidla představuje jen malou část z celkové doby obrábění součásti a z hlediska časových úspor proto obvykle není považována za prioritní oblast. Po dokončení upichovacího cyklu však u některých součástí zbývají další tvarové prvky, které je třeba obrobit, když je součást upnuta v protivřetenu. Pokud se třísky omotají kolem součásti, mohou bránit upnutí další součásti do protivřetena. Jestliže k tomu dojde, stroj buď vyrobí zmetek, nebo se zastaví. Třísky omotané kolem hotové součásti mohou způsobovat problémy při následných operacích (tepelném zpracování, odstraňování otřepů, montáž atd.) a poškodit obrobený povrch. Jelikož upichování je jednou z posledních operací, které se na obráběné součásti provádějí, je bezpečnost velice důležitá. Dojde-li při upichování k lomu nástroje, součást je obvykle znehodnocena. To může mít za následek dlouhé prostoje stroje.
Užitečné rady pro upichování: jak postupovat při výběru nástroje pro upichování
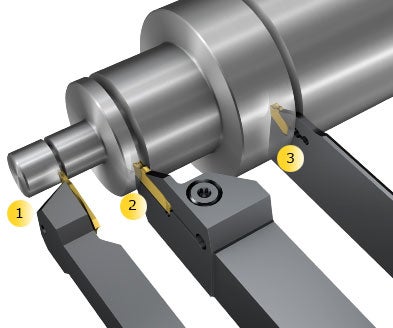
1. Mělké upichování
2. Upichování se středními hloubkami řezu
3. Upichování s velkými hloubkami řezu
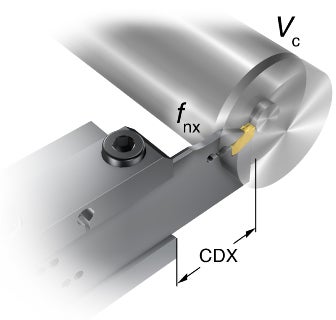
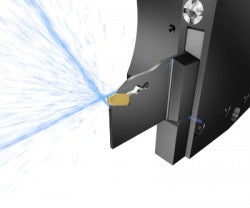
Protože je velmi důležitá bezpečnost obráběcího procesu, je nejvhodnější volbou nástroj s přesným přívodem řezné kapaliny. Ten umožňuje spolehlivější odvádění třísek, snížení teploty a opotřebení břitové destičky a zlepšení kvality obrobeného povrchu. S ohledem na maximální stabilitu použijte nástroj s nejkratším možným vyložením a bezpečným systémem upínání břitových destiček. Při upichování součástí, tyčí nebo trubek je důležité šetřit materiálem a minimalizovat velikost řezných sil. Snížení řezné síly a úsporu obráběného materiálu umožňují úzké břitové destičky. Zvolte geometrii břitové destičky určenou pro upichování. Tyto speciální břitové destičky vytvářejí třísky, které jsou užší než obráběná drážka. U upichovacích operací je tak zajištěna dobrá kontrola utváření třísek a kvalita obrobené plochy.
První volba pro upichování
Jako první volbu pro různé typy upichovacích operací je třeba brát v úvahu řešení s jedním nebo se dvěma břity. Použijte břitové destičky navržené tak, aby vytvářely třísky, které jsou užší než drážka.
Mělké upichování: Pro mělké upichování (průměry ≤ 12 mm (0.47 inch)) použijte trojbřité břitové destičky určené pro hospodárné upichování v hromadné výrobě.
Upichování se středními hloubkami řezu
Pro střední upichování (průměry ≤ 40 mm (1,57 inch)) použijte dvoubřité břitové destičky v kombinaci s nástrojovým držákem s upínáním šroubem nebo s pružinovým upínáním.
Upichování s velkými hloubkami řezu
Při výrobě hlubokých drážek (průměry ≤ 112 mm (4,41 inch)) má naprosto zásadní význam stabilita břitové destičky, protože při tomto typu řezu na ni působí značně velké síly. Proto je nejlepší volbou nožová planžeta se stabilním pružinovým upínáním a břitová destička s jednou řeznou hranou.
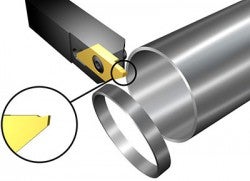
Upichování bez vzniku otřepů a výčnělků
Upichování bez vzniku výčnělků a otřepů vyžaduje použití ostré geometrie s malým poloměrem zaoblení rohů. Snížení velikosti výčnělků a otřepů umožňují také břitové destičky s nenulovým úhlem hlavního ostří. Při použití břitových destiček s nenulovým úhlem hlavního ostří vznikají boční síly a jejich použití je proto doporučeno pouze při krátkém vyložení nástroje (< 13 mm (0,51 inch)).
Obrábění drobných součástí
Pro obrábění drobných součástí použijte břitové destičky s co nejmenší šířkou a co nejostřejšími břity. S ohledem na maximální bezpečnost obráběcího procesu použijte nástroj s přesným přívodem řezné kapaliny. Není-li nutná maximální ostrost břitu, pro větší průměry a jako hospodárnější řešení zvolte břitové destičky se 3 nebo se 2 břity.
Užitečné rady pro upichování: Jak provádět upichovací operace
Upichování tyčí a trubek
Vyložení nástroje (OH)
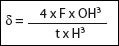
Minimalizujte vyložení nástroje. Při upichování tyčí přináší zkrácení vyložení nástroje i zvětšení výšky nožové planžety snížení průhybu nástroje (δ) s třetí mocninou.
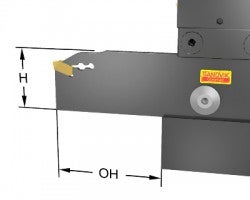
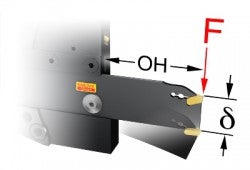
Při krátkém vyložení nástroje dochází k výraznému zvýšení stability. Upichování v blízkosti vřetena. To je důležité zejména při upichování s pomocí úzkých břitových destiček, které vyžadují stabilní podmínky a šetrné zacházení.
- Je-li dlouhé OH nezbytné, použijte geometrii pro lehký řez
- Jestliže velikost OH je menší než 1,5×H, použijte posuv doporučený pro danou geometrii
- Pokud velikost OH přesahuje 1,5×H, snižte rychlost posuvu ke spodní hranici doporučeného rozmezí posuvů pro danou geometrii
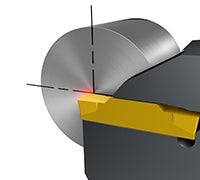
Výška hrotu nástroje
Je velice důležité, aby nastavení výšky do osy hrotů bylo provedeno s přesností ±0,1 mm (±0,004 inch), zejména při upichování až do osy součásti. Při velkém vyložení nástroje využijte nastavení nad osu hrotů s odchylkou maximálně +0,1 mm (+0,004 inch), čímž dojde ke kompenzaci průhybu.
Nastavení pod osu hrotů způsobuje:
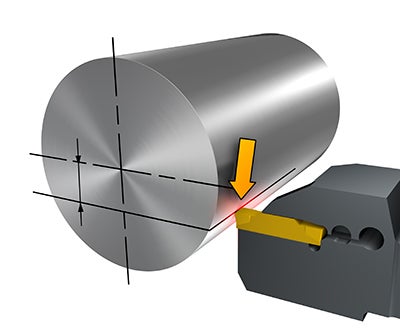
- Větší výčnělek v ose součásti
- Lom (nepříznivé řezné síly)
Nastavení nad osu hrotů způsobuje:
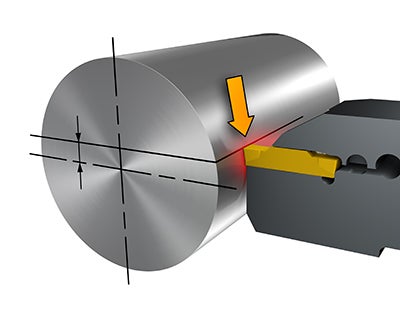
- Lom (tlak vznikající v ose součásti)
- Rychlé opotřebení hřbetu nástroje (malá vůle na hřbetu)
Rychlost posuvu
V důsledku dořezávání do osy tyče neúměrně rostou požadavky na houževnatost, což může vést k lomu břitové destičky. Břitová destička je v takovém případě vystavena otěru, protože obrobek se začne pohybovat ve směru opačném ke směru řezu. V důsledku toho působí na břitovou destičku také tahová pnutí, která mají za následek její lom.
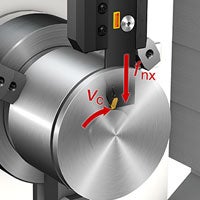
Výpočet řezné rychlosti:

2 mm (0.08 inch) před dosažením osy obrobku snižte rychlost posuvu až o přibližně 75 %. Snížení rychlosti posuvu v blízkosti osy součásti má za následek výrazné snížení velikosti řezných sil a prodloužení životnosti nástroje, zatímco zvýšení rychlosti posuvu na jejím vnějším okraji přináší zvýšení produktivity a životnosti nástroje. Abyste předešli lomu, zastavte posuv přibližně 0,5 mm (0,02 inch) před dosažením osy tyče a oddělená součást působením své hmotnosti a délky sama odpadne.
Posuv nástroje až do osy součásti je příčinou jeho lomu
Protivřeteno
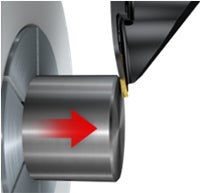
Při upichování tyčí lze pro odtržení oddělené součásti použít protivřeteno, výrazně se tak sníží požadavky na houževnatost a prodlouží se životnost nástroje. To rovněž umožňuje použití nástrojové třídy s ještě vyšší odolností vůči otěru, což ve svém důsledku přináší další prodloužení životnosti nástroje. Proveďte upichovací operaci, ale zastavte posuv přibližně 1 mm (0,04 inch) před osou součásti. Potom pro odtržení oddělené součásti použijte protivřeteno.
Šířka břitové destičky
Použití co nejmenší šířky břitové destičky přináší úspory obráběného materiálu a snížení velikosti řezných sil i znečištění životního prostředí na minimum.

Tuto tabulku použijte pro volbu šířky břitové destičky, CW, v závislosti na průměru obráběné součásti, D:
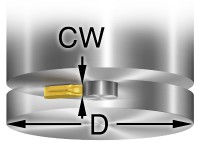
| D mm (inch) | CW mm |
|---|---|
| <10 (<0.4) | 1.0 |
| 10-25 (0.4-1.0) | 1.5 |
| 25-40 (1.0-1.6) | 2.0 |
| 40-50 (1.6-2.0) | 2.5 |
| 50-65 (2.0-2.6) | 3.0 |
Upichování bez vzniku otřepů a výčnělků
Kontrolu tvorby výčnělků a otřepů při upichování trubek a tyčí umožňuje volba levo- nebo pravostranného provedení břitové destičky s nenulovým úhlem hlavního ostří. Břitové destičky s velkým úhlem hlavního ostří pomáhají snížit velikost výčnělku a otřepů na obrobené ploše, ale prováděné řezy nemusejí být rovné a také mohou být příčinou snížení kontroly utváření třísek, horší kvality obrobené plochy a kratší životnosti nástroje. Používejte břitové destičky s co nejmenším úhlem hlavního ostří. Při dlouhém vyložení nástroje použijte neutrální břitové destičky – čím je nástroj delší, tím větší jsou problémy s břitovými destičkami s nenulovým úhlem hlavního ostří.
| | Úhel nastavení hlavního ostří | Neutrální |
| Stabilita a životnost nástroje | Špatná | Dobrá |
| Radiální řezné síly | Nízká | Vysoká |
| Axiální řezné síly | Vysoká | Nízká |
| Výčnělky/otřepy | Malé | Velké |
| Riziko vzniku vibrací | Vysoké | Nízké |
| Drsnost a rovinnost povrchu | Špatná | Dobrá |
| Odvádění třísek | Špatné | Dobré |
Upichování tyčí malých průměrů
Zajistěte, aby vznikající řezné síly byly co nejmenší. Použijte břitové destičky s co nejmenší šířkou a co nejostřejšími břity.
Nikdy nepoužívejte nástroj jako doraz při posouvání tyče!
Není to dobré pro žádný nástroj, ale při malých šířkách břitových destiček dochází k poškození nástroje.
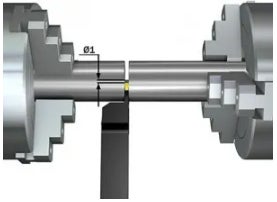
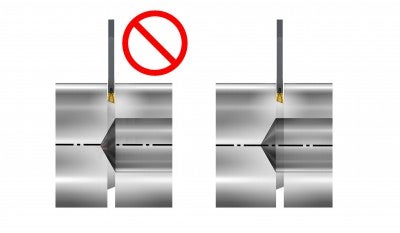
Upichování součástí s vyvrtanou dírou
Nikdy neupichujte přes kónickou část dna díry, protože přitom dochází k průhybu nožové planžety, který může způsobit lom nástroje.
Tenkostěnné trubky
Při upichování tenkostěnných trubek zajistěte, aby vznikající řezné síly byly co nejmenší. Použijte břitové destičky s co nejmenší šířkou a co nejostřejšími břity.
Přívod řezné kapaliny
Při upichování a zapichování má použití řezné kapaliny a lubrikace velký vliv na bezpečnost obráběcího procesu. Podrobnější informace a doporučení týkající se přívodu řezné kapaliny z horní a ze spodní strany, přesného přívodu řezné kapaliny a jejího tlaku, naleznete v části Řezná kapalina a chlazení.
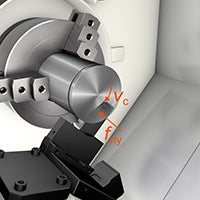
Upichování v ose Y
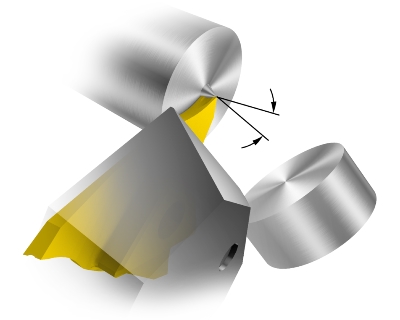
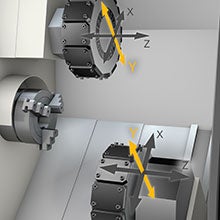
Upichování v ose Y je zcela nová metoda upichování. Při konvenčním upichování vzniká největší část řezné síly v důsledku řezné rychlosti, zbytek v důsledku posuvu do řezu. Výslednice řezných sil směřuje do nástroje pod úhlem přibližně 30 stupňů. Upichovací planžety jsou tak zatěžovány ve směru s druhou nejnižší tuhostí. Nejlepším způsobem, jak tuto situaci řešit, je snížit vyložení nožové planžety a/nebo zvětšit výšku nástroje. Otočením lůžka břitové destičky o 90 stupňů a využitím osy Y pro posuv nástroje lze na víceúčelových strojích a soustružnických centrech dosáhnout toho, že výsledná řezná síla působí ve směru, ve kterém má nástroj největší tuhost. Při vyložení nožové planžety 60 mm (2,36 inch) se ohybová tuhost zvýší více než šestkrát. To přináší mnohem stabilnější a tišší obráběcí proces bez vznikajících vibrací, který umožňuje dosažení vyšší kvality obrobené plochy a dovoluje použití vyšších rychlostí posuvu a delšího vyložení nástrojů. Koncepce CoroCut® QD pro upichování v ose Y je první volbou pro upichování na soustružnických centrech, víceúčelových strojích a strojích s posuvnou hlavou s osou Y. Umožňuje obrábění velkých průměrů až do 180 mm (7 inch) a je mimořádně vhodná pro dlouhá vyložení umožňující dosah do prostoru mezi hlavním vřetenem a protivřetenem. Použití nožových planžet pro upichování v ose Y je výhodné vždy, když vyložení nástroje překročí výšku nožové planžety.
Metodické pokyny
Upichování v ose Y na víceúčelových strojích
Nástrojová sestava je často dlouhá, aby umožňovala dosah do prostoru mezi hlavním vřetenem a protivřetenem. To znamená, že ve směru osy X je celá nástrojová sestava málo tuhá v porovnání s tím, působí-li zatížení v ose Y a řezná síla je orientovaná směrem do nástrojové sestavy a proti vřetenu obráběcího stroje.

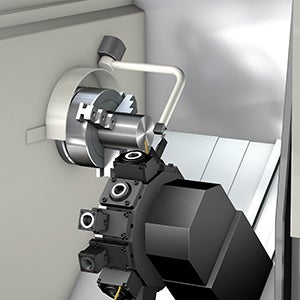
Konvenční uspořádání

Uspořádání pro upichování v ose Y


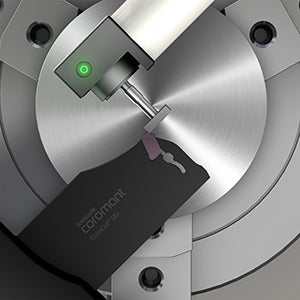
Měření délky nástroje se obvykle provádí na optickém přístroji mimo stroj. Při tomto uspořádání je při upichování délka nástroje směrodatná pro nastavení výšky do osy hrotů a je velmi důležité, aby nastavení výšky do osy hrotů bylo správné, zejména při upichování až do osy součásti.
Optické měření prováděné mimo stroj
Není-li dobře vidět na břit, je měřicí rovina také na nástroji. Rovina je umístěna:
- u lůžka břitových destiček velikosti E, F, G a H (2, 2.5, 3 a 4 mm (0.079, 0.098, 0.118 a 0.157 inch)) 5±0.05 mm (0.197±0.002 inch) nad břitem
- u lůžka břitových destiček velikosti J a K (5 a 6 mm (0.197 a 0.236 inch)) 5.5±0.05 mm (0.236±0.002 inch) nad břitem

Upichování v ose Y na soustružnických centrech
Nástrojová sestava je často dlouhá a štíhlá, aby umožňovala dosah do prostoru mezi hlavním vřetenem a protivřetenem a upichování v blízkosti vřetena. Ve směru osy X je tudíž celá nástrojová sestava málo tuhá v porovnání s tím, působí-li zatížení v ose Y a řezná síla je orientovaná směrem do nástrojové sestavy a proti revolverové hlavě.
Konvenční uspořádání


Uspořádání pro upichování v ose Y

Délka nástroje se obvykle měří uvnitř stroje pomocí měřicí sondy. Při tomto uspořádání je při upichování délka nástroje směrodatná pro nastavení výšky do osy hrotů a je velmi důležité, aby nastavení výšky do osy hrotů bylo správné, zejména při upichování až do osy součásti.
Není-li dobře vidět na břit, je měřicí rovina také na nástroji. Rovina je umístěna:
u lůžka břitových destiček velikosti E, F, G a H (3 mm (0.118 inch)) 5±0.05 mm (0.197±0.002 inch) nad břitem
u lůžka břitových destiček velikosti J a K (4 mm (0.157 inch)) 5.5±0.05 mm (0.236±0.002 inch) nad břitem
Měření uvnitř stroje s pomocí měřící sondy

Upichování v ose Y na strojích s posuvnou hlavou
Je-li obtížné dotknout se tyče ostřím, je měřicí rovina také na nástroji. Rovina je umístěna:
u lůžka břitových destiček velikosti E a F (3 mm (0.118 inch)) 5±0.05 mm (0.197±0.002 inch) nad břitem
