
Výroba vnitřních drážek
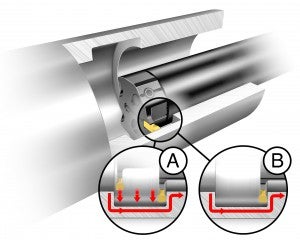
S vnitřním zapichováním jsou úzce spojené dva problémy, kterými jsou dlouhé vyložení nástrojů a špatné odvádění třísek. Dlouhé vyložení nástrojů může způsobovat problémy jak s průhybem nástroje, tak i s vibracemi. Vibrace a špatné odvádění třísek mohou mít za následek lom břitové destičky. Problémy s odváděním třísek mohou také vést ke špatné kvalitě obrobeného povrchu. Nejčastěji používaným postupem při vnitřním zapichování je radiální zapichování, lze však také použít vícenásobné zapichování (A) nebo ponorné soustružení (B).
Praktické rady pro vnitřní zapichování
- Kontrolu utváření a odvádění třísek zlepšuje přesný přívod řezné kapaliny s dostatečně vysokým průtokem
- Při použití menší tyče dochází ke zlepšení odvádění třísek, ale zhoršuje se stabilita
- Abyste předešli vzniku vibrací, mělo by být vyložení nástrojové sestavy co nejkratší a použitá geometrie by měla umožňovat co nejlehčí řez
- Vibracím lze zabránit použitím více řezů prováděných užší břitovou destičkou. Nakonec proveďte dokončovací operaci (viz obrázek (A) vpravo)
- Vnitřní drážku lze také vyrobit tak, že se provede jednoduchý řez, po kterém následuje ponorné soustružení (B). Abyste dosáhli co nejlepšího odvádění třísek, vždy začněte obrábět na dně díry a pak postupujte směrem zpět k jejímu ústí
- S ohledem na snížení řezných sil použijte menší šířku a poloměr zaoblení rohu břitové destičky
- Pro přesné obrábění se sníženým výskytem vibrací a přesným nastavením výšky použijte upínací řešení navržené tak, aby to umožňovalo, jako jsou objímky EasyFixTM
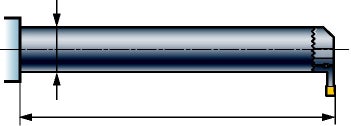
Pro vyložení nástroje 5−7×D použijte karbidem vyztužené tlumené vyvrtávací tyče
L = 5−7×D
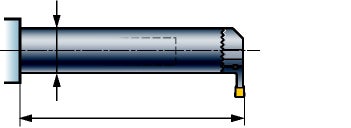
Pro vyložení nástroje 3−6×D použijte tlumené nebo karbidové vyvrtávací tyče
L = 3−6×D
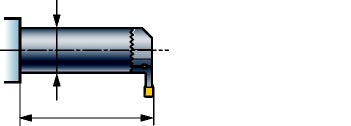
Pro vyložení nástroje menší než 3×D použijte ocelové vyvrtávací tyče
L ≤ 3×D
Strategie vnitřního zapichování
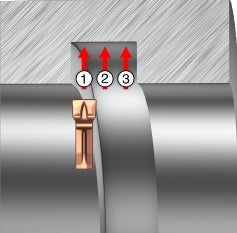
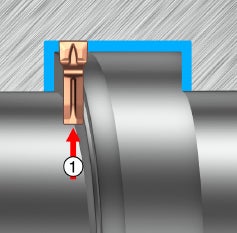
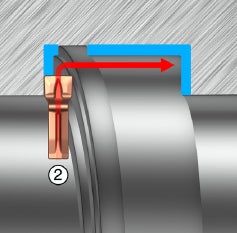
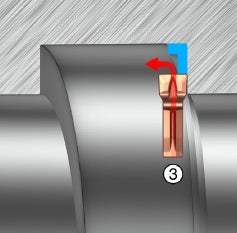
Hrubování s radiálním posuvem
Začínejte vždy nejblíže ke dnu díry (1) a postupujte směrem ven. Vytvoříte tak prostor pro odvádění třísek. Použijte doporučené rychlosti posuvu. Šířka dalších řezů (2 a 3) by měla být 0.5–0.8× šířka břitové destičky. Protože řezná síla je v této fázi menší, lze zvýšit posuv o 30‒50 %.
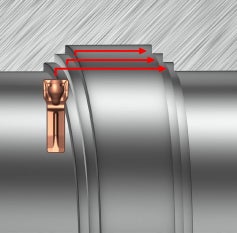
Hrubování s využitím stranového soustružení
Stranové soustružení umožňuje dosažení lepší kontroly utváření a odvádění třísek. S obráběním začněte co nejblíže od dna díry a postupujte směrem k jejímu ústí. Nezahajujte ani neukončujte řez najetím do rohu, mezi jednotlivými průchody ponechte odsazení 0,2 mm (0,008 inch).
Stranové soustružení je stabilnější proces než obrábění s radiálním posuvem, protože při něm vznikají menší radiální řezné síly, které jsou příčinou vibrací. Mějte na paměti, že stranové soustružení je méně produktivní než axiální řezy, protože hloubky řezu (ap) jsou nižší.
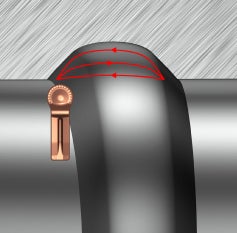
Hrubování s nelineární dráhou nástroje
Nelineární dráha nástroje umožňuje dosažení dobré kontroly utváření třísky a životnosti nástroje. Opotřebení břitové destičky je rozloženo na velkou část břitu. Pro nelineární dráhu nástroje je ideální geometrie -RM. Použití nelineárního soustružení je vhodné v případě, že dno tvarového prvku má velký poloměr.
Dokončování
Dosažení uspokojivé kontroly utváření třísek při dokončování je vždy složité, zejména jestliže se jedná o obrábění rohových zaoblených přechodů. Je důležité rozdělit odebíraný materiál tak, aby byly provedeny celkem tři řezy.
- První řez proveďte v blízkosti poloměru rohu v co největší blízkosti dna díry.
- Druhý řez začněte v co největší blízkosti dna drážky a při obrábění postupujte směrem k poloměru zaoblení rohu na vnitřním průměru.
- Třetím řezem dokončete stěnu drážky, která je nejblíže k jejímu ústí, a poloměr zaoblení rohu.
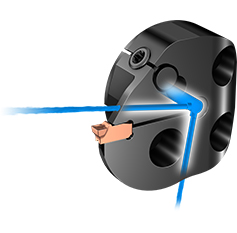
Vnitřní přívod řezné kapaliny
I když je maximální tlak řezné kapaliny, kterého je schopen dosáhnout váš stroj, nízký, použijte nástroje pro vnitřní zapichování s vnitřním přívodem řezné kapaliny. Řezná kapalina zlepšuje odvádění třísek a snižuje riziko jejich hromadění v drážce, zejména pokud se jedná o drážky umístěné hluboko v díře. Chcete-li zlepšit odvádění třísek, použijte co nejvyšší tlak řezné kapaliny.
Soustružení vnitřních ploch
Vnitřní soustružnické operace slouží pro obrobení vnitřního průměru obráběné součásti.... keyboard_arrow_right
Konfigurace nástrojové sestavy
Při soustružení závisí dobrá kvalita především na nástrojovém systému a způsobu jeho... keyboard_arrow_right
Upichování a zapichování
Dvěma velice důležitými hledisky při upichování a zapichování jsou bezpečnost obráběcího... keyboard_arrow_right
Velké vyložení nástroje – důležitá hlediska
Při obrábění s dlouhým vyložením nástroje začíná docházet k problémům se vznikem... keyboard_arrow_right
