
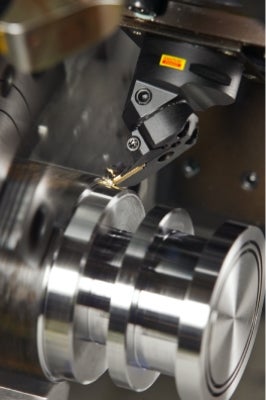
Výroba vnějších drážek
Při zapichování je cílem vysoká produktivita. Vnější zapichování je obecně méně náročné než upichování, proto je dosažení bezpečnosti obráběcího procesu jednodušší. To umožňuje soustředit se namísto toho na zvýšení produktivity, zejména v případě širokých drážek, protože jejich obrábění trvá déle, a má tudíž větší vliv na celkovou dobu obrábění součásti než obrábění malých drážek.
Metody výroby vnějších drážek
Dosažení bezpečnosti obráběcího procesu při obrábění hlubokých drážek může v důsledku potřebného dlouhého vyložení nástrojů, problematického odvádění třísek a potíží se zajištěním přístupu řezné kapaliny k břitu nástroje představovat složitý problém. Zapichování jedním řezem je nejhospodárnějším a nejproduktivnější metodou výroby drážek. Je-li však šířka drážky větší než šířka břitové destičky, lze pro vytvoření drážky použít vícenásobné zapichování, ponorné soustružení, postupné zahlubování nebo tvarové obrábění. První volbou pro vnější zapichování jsou nástroje s vysoce přesným přívodem řezné kapaliny.
Užitečné rady: jak postupovat při vnějším zapichování
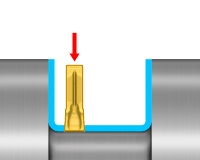
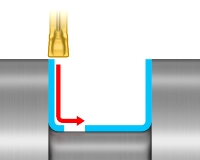
Zapichování jedním řezem
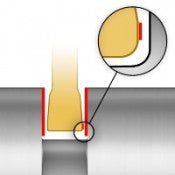
Zapichování jedním řezem je hospodárný a produktivní způsob výroby drážek. Při použití metody jednoho řezu je třeba uvážit následující aspekty:
- Je-li rozhodujícím hlediskem kvalita obrobené plochy, použijte geometrii břitové destičky s hladicí úpravou (Wiper)
- Dbejte na to, aby použitá břitová destička měla úzké tolerance a přesný poloměr zaoblení rohů a šířku, doporučeno je použití broušených břitových destiček (např. -GF)
- Pro práci v oblasti hromadné výroby použijte břitové destičky s přesným profilem a zkosením hran. Pokud nejsou součástí standardního sortimentu, vyplatí se investovat do břitových destiček upravených na zakázku
Hrubování širokých drážek
Nejběžnějšími postupy pro vytváření širokých drážek nebo soustružení mezi dvěma kraji vybrání jsou:
- Vícenásobné zapichování
- Ponorné soustružení
- Postupné zahlubování po sestupné dráze
Všechny tři metody jsou hrubovací operace a musí po nich následovat samostatná dokončovací operace.
Osvědčené pravidlo: v případě, že šířka drážky je menší než její hloubka, použijte metodu vícenásobného zapichování, v opačném případě použijte ponorné soustružení. Pro štíhlejší součásti lze použít techniku postupného zahlubování.
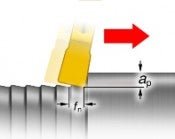
Vícenásobné zapichování
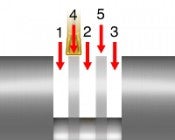
- Pro výrobu hlubokých, širokých drážek (hloubka větší než šířka)
- Prstence ponechané pro závěrečné řezy (4 a 5) musí být tenčí než šířka břitové destičky (CW - 2× poloměr zaoblení rohu)
- Při obrábění prstenců zvyšte posuv o 30–50 %
- První volbou je geometrie -GM
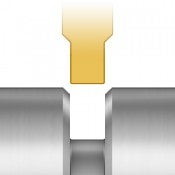
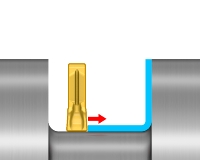
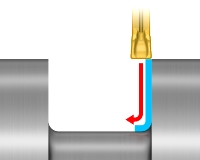
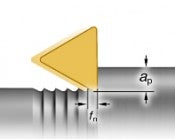
Ponorné soustružení

- Pro obrábění širších a mělčích drážek (šířka větší než hloubka)
- Posuv zastavte před najetím do rohu
- První volbou jsou geometrie -TF a -TM
Postupné zahlubování (soustružení/tvarové obrábění)

- Nejlepší kontrola utváření třísek
- Snížení radiálních řezných sil a opotřebení ve tvaru vrubu na minimum
- První volbou jsou geometrie -RO a -RM
Dokončovací soustružení drážky
- Varianta 1: Použijte geometrii pro soustružení
- Varianta 2: Použijte geometrii pro tvarové obrábění, např. u drážek s velkými poloměry rohů
- Doporučená axiální a radiální hloubka řezu je 0,5–1,0 mm (0,02–0,04 inch)
Soustružení a výroba vnějších drážek
Soustružení břitovými destičkami pro upichování a zapichování
- Pro stranové soustružení použijte hloubku řezu (ap) větší než poloměr zaoblení rohu břitové destičky
- Hladicí efekt − poměr rychlosti posuvu k hloubce řezu (fn/ap) musí být relativně vysoký, aby došlo k mírnému prohnutí nástroje a břitové destičky. To umožňuje vznik vůle mezi břitem nástroje a obráběným povrchem
- Příliš nízká hodnota fn/ap má za následek drhnutí nástroje, vznik vibrací a špatnou kvalitu obrobené plochy
- Max. ap = 75 % šířky břitové destičky
| Drsnost obrobené plochy | |||||
Ra µm | |||||
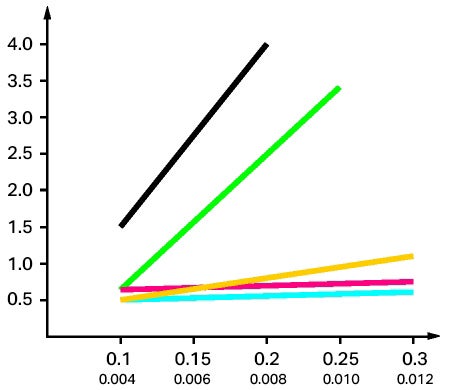 | |||||
Posuv, fn mm/ot inch/ot |
 | TNMG 160404 |
 | TNMG 160408 |
 | VBD pro upichování a zapichování, -5 mm, -RM |
 | VBD pro upichování a zapichování, -4 mm, -TF |
 | VBD pro upichování a zapichování, -6 mm, -TM |
Diagram ukazuje srovnání kvality obrobené plochy dosažené s břitovými destičkami pro upichování a zapichování a s břitovými destičkami TNMG s poloměrem špičky 04 a 08.
Soustružení drážky
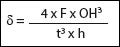
Při stranovém soustružení je nezbytný průhyb nástroje a břitové destičky. Příliš velký průhyb však může vést ke vzniku vibrací a lomu nástroje:
- Průhyb nožových planžet s větší tloušťkou je menší
- Při kratším vyložení nástroje (OH) je jeho průhyb (δ) menší
- Neprovádějte soustružnické operace s pomocí dlouhých a/nebo štíhlých nástrojů

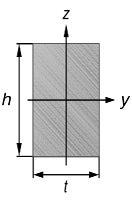
Při kratším vyložení nástroje dochází ke snížení jeho bočního průhybu
Podsoustružení a výroba vnějších drážek
U mnoha součástí je zapotřebí broušení nebo provedení závitořezných operací. Při broušení nebo řezání závitů v rohu osazených ploch je nezbytná vůle – k jejímu vytvoření je doporučeno použít břitové destičky určené pro podsoustružení. Například: T-Max Q-Cut® a CoroCut® 1-2

Upichování a zapichování
Dvěma velice důležitými hledisky při upichování a zapichování jsou bezpečnost obráběcího... keyboard_arrow_right
Upichování
Užitečné rady pro upichování: jak postupovat při výběru nástroje pro upichování Protože... keyboard_arrow_right
Hrubovací vyvrtávání
Hrubovací vyvrtávání se primárně zaměřuje na úběr kovu a na přípravu díry před dokončovacím... keyboard_arrow_right
Řešení problémů
K dosažení optimálních výsledků z hlediska životnosti nástroje a kvality závitu přispívá... keyboard_arrow_right
