
Soustružení vnitřních ploch
Vnitřní soustružnické operace slouží pro obrobení vnitřního průměru obráběné součásti. S vnitřním soustružením jsou úzce spojené dva problémy, kterými jsou dlouhé vyložení nástrojů a špatné odvádění třísek. Dlouhé vyložení nástrojů může způsobovat problémy jak s průhybem nástroje, tak i s vibracemi. Vibrace a špatné odvádění třísek mohou mít za následek lom břitové destičky. Problémy s odváděním třísek mohou také vést ke špatné kvalitě obrobeného povrchu.
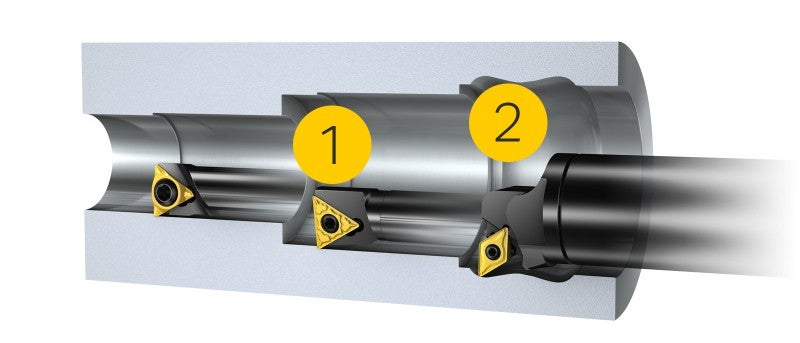
Základní aplikační oblasti při soustružení vnitřních ploch jsou podélné soustružení (1) a tvarové soustružení (2).
Podélné soustružení

Volbu nástroje značně omezuje průměr díry v obráběné součásti a potřebná délka (hloubka díry nebo potřebné vyložení nástroje). Obecným pravidlem je zvolit nástroj s co nejkratším vyložením a současně co největší velikost nástroje.
Výběr vhodného nástroje pro danou operaci, jeho správné použití a řádné upnutí má vliv na udržení průhybu nástroje a vibrací na minimální úrovni.
Tvar břitové destičky
Pro soustružení vnitřních ploch se s výhodou využívají břitové destičky s pozitivním základním tvarem, neboť vznikají menší řezné síly ve srovnání s použitím negativních břitových destiček. Ke snížení velikosti řezných sil rovněž přispívá malý úhel špičky, jakož i malý poloměr jejího zaoblení.
Úhel nastavení

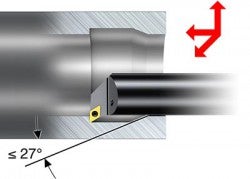
Úhel nastavení ovlivňuje směr a velikost působících axiálních a radiálních sil. Při velkém úhlu nastavení (malém úhlu hlavního břitu) vznikají velké axiální řezné síly, zatímco použití malého úhlu nastavení (velkého úhlu hlavního břitu) způsobuje velké radiální řezné síly. Proto je doporučeno volit úhel nastavení blízký 90° (úhel hlavního břitu 0°), v žádném případě však nesmí být menší než 75° (úhel hlavního břitu 15°).
Nástrojový držák
Má-li obráběná součást osazené plochy, které se mají obrobit, zvolte nástroj s úhlem nastavení 91–95° (úhel hlavního břitu -1 až -5°). Doporučeno je použití trojúhelníkových břitových destiček nebo destiček tvaru D (55°).
Je-li vyžadována vyšší pevnost břitu, zvolte břitové destičky tvaru C (80°).
V případě, že na součásti nejsou žádná osazení, která je třeba obrobit, a podmínky obrábění jsou stabilní, produktivitu lze zvýšit použitím čtvercových břitových destiček a úhlu nastavení 75° (úhel hlavního břitu 15°).Soustružnické nástroje pro podélné soustružení
Tvarové soustružení

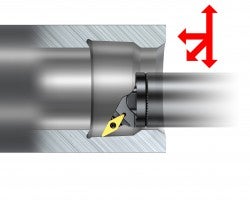
Při tvarovém obrábění vnitřních ploch je nástroj vystaven jak radiálním, tak i tangenciálním řezným silám. Radiální řezné síly se snaží vychýlit nástroj směrem od obrobku a tangenciální řezné síly stlačují nástroj směrem dolů a od osy obrobku.
Při vyvrtávání děr malých průměrů je obzvláště důležité, aby úhel hřbetu břitové destičky byl natolik velký, aby hřbetní plocha nástroje nepřišla do styku se stěnou díry.
Tvar břitové destičky
Při tvarovém soustružení se záběr nástroje může měnit s hloubkou řezu, posuvem a řeznou rychlostí. Z hlediska pevnosti, efektivity nákladů a přístupu do místa řezu je třeba volit co největší úhel špičky břitové destičky. Nejčastěji používané úhly špičky jsou 55° a 35°.
Úhel nastavení
Úhel nastavení společně s poloměrem zaoblení špičky jsou důležitými faktory z pohledu přístupu do místa řezu. Aby bylo možné zvolit nejvhodnější úhel nastavení, musí být provedena analýza tvaru obrobku.
Mezi obrobkem a břitovou destičkou je třeba ponechat úhlovou řeznou vůli alespoň 2°. Nicméně z důvodů, které souvisí s drsností obrobeného povrchu a životností nástroje, je doporučen úhel alespoň 7°.
Nástrojový držák
První volbou je nástroj s úhlem nastavení 93° (úhel hlavního břitu -3°) a břitové destičky tvaru D (55°). Je-li zapotřebí větší úhel sestupu, použijte břitové destičky tvaru V (35°).
Chcete-li mít možnost tvarového obrábění čelních ploch nebo vytvářet rohové zápichy, zvolte nástrojový držák s úhlem nastavení 107–117° (úhel hlavního břitu -17 až -27°).
Součástí sortimentu jsou také nástroje navržené speciálně pro zpětné vyvrtávání, které jsou určeny zejména pro obrábění osazených ploch z opačné strany
Výroba vnitřních drážek
S vnitřním zapichováním jsou úzce spojené dva problémy, kterými jsou dlouhé vyložení... keyboard_arrow_right
Volba vhodných soustružnických břitových destiček
Při volbě soustružnických břitových destiček je třeba uvážit celou řadu parametrů.... keyboard_arrow_right
Konfigurace nástrojové sestavy
Při soustružení závisí dobrá kvalita především na nástrojovém systému a způsobu jeho... keyboard_arrow_right
Řešení problémů
Níže jsou uvedeny užitečné rady pro řešení problémů při vyvrtávání – při hrubovacím... keyboard_arrow_right
