
Takım dengeleme ve devir
Daha yüksek dengeleme gereksinimleriyle birlikte artan kesme hızları, toplam takım sistemleri (tezgah mili, bağlama cihazı ve takım sistemi) için daha dar dengeleme koşulları sağlar.
Takım dengeleme gereksinimleri
ISO 1940-1'e göre dengeleme, bir sonraki daha iyi dengeleme kalitesinin ilaveten seçimi ile yoğunlaştırılır.(örn. G 6,3 yerine G 2,5). Bu, teknik olarak çoğu zaman gerekli değildir ve yüksek maliyetlere yol açar, birçok durumda da elde edilemez.
Dinamik kesme kuvvetlerinin (freze kesicisinin darbeli kesimi nedeniyle oluşan) çoğu zaman için merkezkaç kuvvetlerinden oldukça yüksek olması (talep edilen ve izin verilen özel artık dengesizlik nedeniyle oluşan), dengesizliğe bağlı mil yükünü belirmek için başka bir önemli noktadır. Dengesizlik, tezgah yapısı için harmonik hız uyarısı işlevini görür ve uyarılmış merkezkaç kuvvetinin miktarı dengesizlikten ve dönme hızından kaynaklanır.
ISO 1940-1'de (örneğin, elektromotor rotorlar vb.) belirtilen rijit rotorlar için dengeleme kalitesi gereklilikleri, sistem geneline uygun şekilde uygulanamaz çünkü tezgah milleri, bağlama cihazları ve takımlar farklı özelliklere sahiptir:
- Takım tezgahı milleri, bağlama cihazları ve takımlar değişken sistemlerdir (örneğin işleme merkezlerinde takım değişiklikleri)
- Radyal ve açı bağlama hataları nedeniyle, mil içindeki takımın tekrar değiştirilmesi sistemin genelindeki dengeleme durumunun değişmesine neden olur
- Bireysel parçaların (mil, bağlama cihazı ve takım) yerleşme toleransları, dengeleme işlemini sınırlandırır
Takım sistemi ve takım tezgahı mili arasındaki bağlama hataları dengeleme koşullarının tekrarlanabilirliğini sınırlar ve bu yüzden döner takım sistemlerinin dengeleme gereksinimleri, tüm gerekli parametreleri dikkate almak zorundadır. Temel amaç, dengesizlikle ilgili tezgah titreşimlerinin, sistem yüklerinin ve süreç müdahalelerinin sınırlandırılmasıdır.
Yukarıdaki koşullar, dönen takım sistemlerinin dengelenmesi için gereksinimleri belirleyen yeni bir yaklaşım geliştirdi. ISO 16084 standardı kapsamında, dönen takım sistemlerinin dengelenmesi için takım dengesizliği nedeniyle mil yataklarında oluşan gerçek yükün dikkate alınması gerekir.
ISO 16084 çerçevesinde, dengesizlik nedeniyle oluşan yatak yükünün yataklardaki dinamik yük kapasitesinin %1'ini geçmemesi gerektiği belirtilmiştir. Bu standartta, izin verilen tüm artık dengesizlikler (g mm) olarak belirtilir ve ISO 1940-1 (sabit (rijit) durumdaki rotorlar için denge kalitesi gereklilikleri) uyarınca belirli bir G-sınıfı kalite düzeyi ile ilişkilendirilmemiştir.
Takım dengeleme teorisi
Rotorda tasarım, malzeme, imalat ve montaj nedeniyle dengesizlikler oluşabilir. Seri üretim de dahil olmak üzere her rotor için rotor boyunca bir dengesizlik dağılımı mevcuttur.
Dengeleme, bir rotordaki kütle dağılımının kontrol edildiği ve gerekli olması durumunda ayarlandığı bir prosedürdür. Dengelenmemiş kuvvetin, mil yataklarında servis hızı ile hareketinin yatak kapasitesi dahilinde olduğundan emin olmak için yapılır. Muylu titreşimin belirli frekans sınırları dahilinde olduğu kontrol edilir.
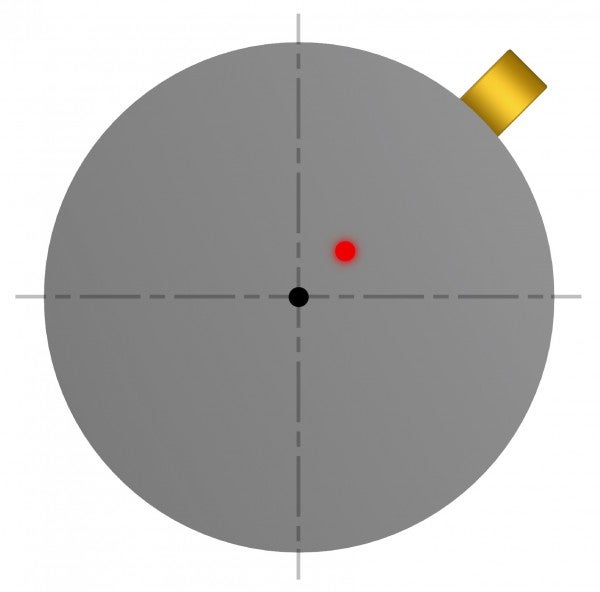
Dengesizlik, U (g mm)
Bu değer, asimetrik dağılan kütlenin döner eksenden radyal olarak ne kadar sapma gösterdiğini belirten bir ölçüdür, aşağıdaki resme bakınız.
U = m × e
Dışmerkezlilik, e [µm]
Dönen merkez ve ağırlık merkezi arasındaki mesafe, aşağıdaki resme bakınız.
e = U / m
Dengelenmemiş kuvvet, F [N]
Dengesizlik sonucunda, dengesizlik ile birlikte doğrusal olarak artan ve devir sayısı ile karesi alınan bir merkezkaç kuvveti oluşur, aşağıdaki resimde merkezkaç kuvvetine bakınız.
F = U x ω2
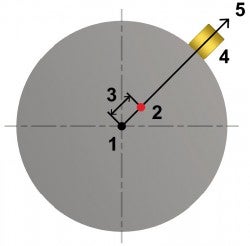
Takım dengeleme teorisi
- Dönen eksen
- Ağırlık merkezi
- Dışmerkezlilik
- Asimetrik dağılan kütle
- Merkezkaç kuvveti
Karşı denge
İstenmeyen merkezkaç kuvvetlerini dengelemek için ağırlık merkezini döner eksene yönlendirmeye yardımcı olan bir malzemenin takılması veya çıkartılması mümkündür, aşağıdaki resme bakınız.
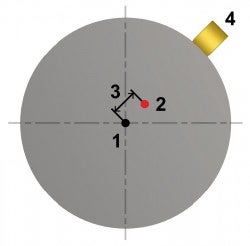
Dengesizlik
- Dönen eksen
- Ağırlık merkezi
- Dışmerkezlilik
- Asimetrik dağılan kütle
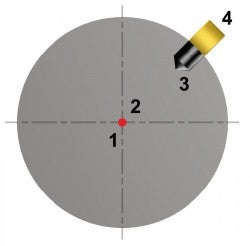
Delinmiş dengeleme deliği ile karşı dengeleme yapıldı
- Dönen eksen
- Ağırlık merkezi
- Delinmiş dengeleme deliği
- Asimetrik dağılan kütle
ISO 1940-1'e (G) göre denge sınıfı
Bir takımın ISO 1940-1 kapsamında 20 000 dev/dak için G 2.5 m dengeleme sınıfı uyarınca dengelenmesi sırasında 1 g•mm/kg (e=1 µm) dengesizliğe izin verilir, bkz. aşağıdaki Grafik. Örnek olarak, küçük bir Sandvik Coromant etiketi 4 g mm'ye karşılık gelir. ISO 1940/1 standardı kapsamında daha ağır bir takım tutucu için aynı dönme hızına sahip daha hafif bir takım tutucuya oranla daha yüksek bir dengesizlik değerine izin verilir. Hatta bu farklı dengesizlik değeri, farklı dengesizlik kuvvetleri oluşturur ve bu durumda tutarlı bir sistem yükü elde edilemez.
ISO 1940-1 (Sabit (rijit) durumdaki rotorlar için denge kalitesi gereklilikleri) uyarınca, G değeri döner bir gövdedeki dengeleme kalitesini gösteren bir ölçü birimidir. G, dönme hızına göre ağırlık merkezindeki teğetsel hızdır. G değeri; dönme hızına (n), gövde kütlesine (m) ve dengesizlik değerine (U) bağlıdır. Dönme hızı bilinmeden G sınıfı tanımlanamaz.
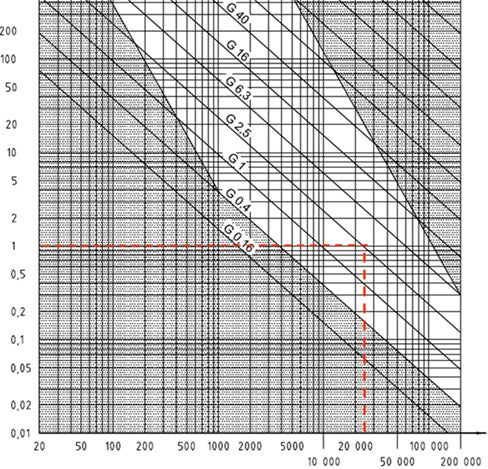
Farklı ISO 1940-1 G için izin verilen özel artık dengesizlik
X ekseni: Servis hızı n, dev/dak
Y ekseni: İzin verilen özel artık dengesizlik, eper, g-mm/kg
Hesaplama örneği ISO 1940-1
Coromant Capto® C4 takım tutucu

- Denge sınıfı: 20.000 dev/dak için G2,5
- Takım kütlesi: 1,0 kg
- Denge sınıfı eşitliği
- Dışmerkezlilik = Dengesizlik/takım kütlesi

Sandvik Coromant etiketi 4 g mm'ye karşılık gelir
ISO 16084'e göre dengeleme
Yüksek hızlı kesme takımları uygulaması için standart sipariş üzerine imalat. ISO 16084 standardı, rotor takım sisteminin, mil yataklarının maruz kaldığı gerçek yükü dikkate alacak şekilde dengelendiği, farklı G-sınıflarını kullanmadığı bunun yerine g mm'deki her takıma özel kabul edilen dengesizlik (U) değerini verdiği anlamına gelir.
ISO 16084, yüksek hızlı kesme takımları uygulaması için uyarlanmıştır, ayrıca eski ISO standardına kıyasla bir dizi yeni parametre de piyasaya sürülmüştür. Takım sisteminin dengesizliği için gerekli daha gerçekçi bir yöntem sağlar. Belirtildiği gibi, dengesizlik gereklilikleri tüm standardın temeli olan mil yataklarını etkileyen yük miktarından elde edilmiştir. ISO 16084 standardı için esas eşitlik aşağıdaki gibidir.

Adım adım hesaplama kılavuzu
- Uygulanacak mil arabirimini tanımlayın (bireysel tanımlı parametrelere sahiptir). Örn. Coromant Capto® C4 veya HSK-A63
- Yapılacak işleme tipini belirleyin
- Standart işleme (fBAL = 0,8)
- Hassas işleme (fBAL = 0,2)
- Takıma özel parametreleri girin
- Takım kütlesi (mt)
- Ağırlık merkezi uzunluğu (LCG)
- Devirde (n) takımın dönme hızı
- İzin verilen maksimum dengesizliği hesaplayın (USTAT,PER)
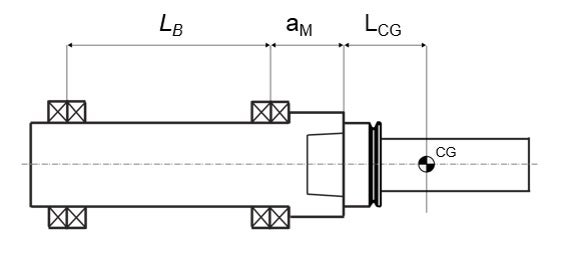
Hesaplama örneği ISO 16084
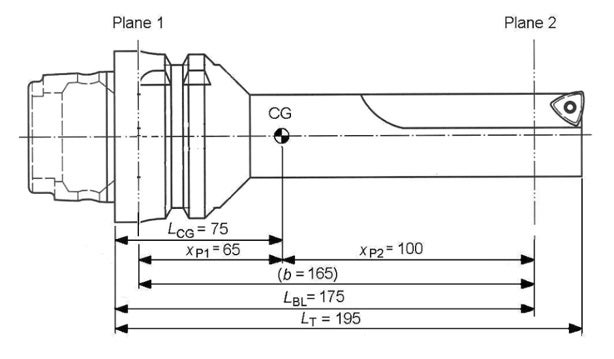
- Mil arabirimi tanımlayın: HSK-A63
- Cdyn = 25 000 N (maksimum yatak yükü)
- Am = 50 mm (mil ucu yatağı)
- Lb = 415 mm (yataklar arasındaki uzunluk)
- Es = 2,00 µm (takım sapı birleştirme hatası)
- UBM,TOL = 0,75 g mm (dengeleme tezgahı toleransı)
- Belirlenen işleme: Hassas işleme, fbal = 0,2
- Özel parametreler
- mt = 1,4 kg
- Dönme hızı, n = 3500 dev/dak
- LCG = 75 mm
- USTAT,PER = 282 g mm
İnce talaş delik işleme
Hassas delik işleme çalışmaları, mevcut bir deliği tamamlamak ve dar bir delik toleransı,... keyboard_arrow_right
Kesme sıvısı yönleri
Bazı durumlarda kesme sıvısız işleme çevresel açıdan ve maliyet açısından avantajlı... keyboard_arrow_right
Dişli üretimi
Dişliler nasıl üretilir? Değişen dişli üretimi ortamında, en verimli ve hassas işleme... keyboard_arrow_right
Ağır yük tipi frezeleme için CoroMill® Plura yekpare karbür parmak freze
Yüksek hacimli işleme için Çeşitleri inceleyin Yüksek dinamik işleme için Çeşitleri... keyboard_arrow_right
