
Boorslijtage en problemen oplossen
Problemen oplossen
- Wisselplaatboor
- Boor met verwisselbare punt
- Volhardmetalen boor
Wisselplaatboor
Overmaatse gaten
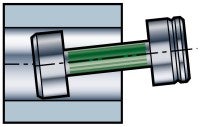
Draaiende boor
- Toevoer van koelmiddel vergroten, filter reinigen, vloeistofkanalen van de boor vrijmaken
- Probeer een robuustere geometrie aan de omtrekzijde (houd centrumwisselplaat hetzelfde)
Niet-roterende boor
- Controleer de uitlijning op de draaibank
- Roteer de boor 180 graden
- Probeer een robuustere geometrie aan de omtrekzijde (houd centrumwisselplaat hetzelfde)
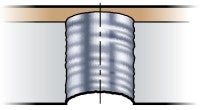
Ondermaatse gaten
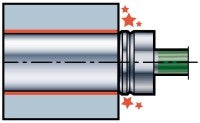
Draaiende boor
- Toevoer van koelmiddel vergroten, filter reinigen, vloeistofkanalen van de boor vrijmaken
- Probeer een taaiere geometrie in het midden en een licht snijdende geometrie aan de omtrekzijde
Niet-roterende boor
- Stationair: Controleer de uitlijning op de draaibank
- Stationair: Roteer de boor 180 graden
- Probeer een taaiere geometrie in het midden en een lichtsnijdende geometrie aan de omtrek
Pin in gat
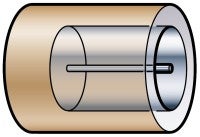
Draaiende boor
- Toevoer van koelmiddel vergroten, filter reinigen, vloeistofkanalen van de boor vrijmaken
- Probeer een andere geometrie aan de omtrekzijde en pas de voeding aan binnen de aanbevolen snijgegevens
- Verkort de booruitsteeklengte
Niet-roterende boor
- Controleer de uitlijning op de draaibank
- Toevoer van koelmiddel vergroten, filter reinigen, vloeistofkanalen van de boor vrijmaken
- Verkort de booruitsteeklengte
- Probeer een andere geometrie aan de omtrekzijde en pas de voeding aan binnen de aanbevolen snijgegevens
Trillingen
- Reduceer de booruitsteeklengte, verbeter de stabiliteit van het werkstuk
- Verlaag de snijsnelheid
- Probeer een andere geometrie aan de omtrekzijde en pas de voeding aan binnen de aanbevolen snijgegevens
Onvoldoende machinekoppel
- Verlaag de voeding
- Kies een lichtsnijdende geometrie om de snijkracht te reduceren
Onvoldoende machinevermogen
- Reduceer snelheid
- Verlaag de voeding
- Kies een lichtsnijdende geometrie om de snijkracht te reduceren
Gat niet symmetrisch
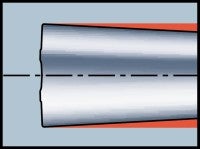
Gat wordt bij de bodem wijder (door spaanophoping op de centrumwisselplaat)
- Toevoer van koelmiddel vergroten, filter reinigen, vloeistofkanalen van de boor vrijmaken
- Probeer een andere geometrie aan de omtrekzijde en pas de voeding aan binnen de aanbevolen snijgegevens
- Verkort de booruitsteeklengte
Standtijd te kort

- Controleer snijgegevensaanbeveling
- Toevoer van koelmiddel vergroten, filter reinigen, vloeistofkanalen van de boor vrijmaken
- Reduceer de booruitsteeklengte, verbeter de stabiliteit van het werkstuk en controleer de gereedschapsopspanning
- Controleer wisselplaatzitting en schroef op beschadiging
- Zie kenmerkende slijtage voor specifieke remedies
- Kies een slijtvastere hardmetaalsoort indien mogelijk
Gebroken wisselplaatschroeven

- Gebruik een momentsleutel om de schroef vast te draaien, in combinatie met Molykote
Slechte oppervlaktewaarde
- Een goede spaanbeheersing is belangrijk
- Reduceer de voeding (wanneer het belangrijk is vf te houden, verhoog dan het toerental ook)
- Toevoer van koelmiddel vergroten, filter reinigen, vloeistofkanalen van de boor vrijmaken
- Reduceer de booruitsteeklengte, verbeter de stabiliteit van het werkstuk
Spaanophoping in boorspiralen
Veroorzaakt door lange spanen
- Controleer de geometrie en snijgegevensaanbevelingen
- Toevoer van koelmiddel vergroten, filter reinigen, vloeistofkanalen van de boor vrijmaken
- Reduceer de voeding binnen de aanbevolen snijgegevens
- Verhoog de snijsnelheid binnen de aanbevolen snijgegevens
Afbuiging

- Gattolerantie buiten bereik
- Slechte oppervlakte-afwerking - terugtrekmarkering
- Slijtage op gereedschapsbody
- Wisselplaatbreuk
| Oorzaak | Oplossing |
| Snijkrachten te hoog | 1. Kies een geometrie met kleinere hoekradius 2. Reduceer de voeding 3. Reduceer de voeding bij intreden |
| Onvoldoende stabiliteit | 1. Verhoog de stabiliteit 2. Kies een korter gereedschapslichaam (4xD -> 3xD) |
Spaanvormingsproblemen
Langspanige materialen , bijv. roestvaststaal of koolstofarm staal
| Resultaat | Mogelijke oorzaak | Oplossing |
| Slechte/lange spanen - Spaanophoping | Verkeerde geometrie | Kies geometrie –LM |
| Slechte oppervlaktewaarde | Snijsnelheid te laag | Verhoog de snijsnelheid |
| Wisselplaat- of gereedschapdefect | Voeding te hoog | Verlaag voeding |
Kortspanige materialen, bijv. normaal staal
| Resultaat | Mogelijke oorzaak | Oplossing |
| Slechte/lange spanen - Spaanophoping | Niet roterend gereedschap (draaibank) | Kies geometrie voor lage voeding (GR -> GM) |
| Slechte oppervlaktewaarde | Verkeerde geometrie | Verhoog de voeding |
| Wisselplaat- of gereedschapdefect | 1. Snijsnelheid te laag 2. Voeding te laag | Verhoog de snijsnelheid |
Boor met verwisselbare punt
Buiten de gattolerantie
- Controleer de puntslijtage
- Controleer rondloop
- Verlaag voeding
- Controleer de stabiliteit van het werkstuk, gereepschapopspanning en werkstukoppervlak
- Piloot/verzinkboor voor langere boren
- Bij een niet roterende applicatie - controleer de uitlijning
Trillingen
- Reduceer de booruitsteeklengte, verbeter de stabiliteit van het werkstuk en controleer de opspangereedschappen
- Verlaag de snijsnelheid
- Pas de voeding/omw aan
Onvoldoende machinevermogen of -koppel
- Reduceer snelheid
- Verlaag de voeding
- Kies een lichtsnijdende geometrie om de snijkracht te reduceren
Gat niet cilindrisch
Gat wordt wijder bij ingang
- Controleer rondloop
- Pas de voedingssnelheid aan
- Reduceer de booruitsteeklengte en controleer de opspanning van het gereedschap
- Maak gebruik van een pilootgat bij langere boren
Standtijd te kort
Controleer snijgegevensaanbeveling
- Toevoer van koelmiddel vergroten, filter reinigen, vloeistofkanalen van de boor vrijmaken
- Reduceer de booruitsteeklengte, verbeter de stabiliteit van het werkstuk en controleer de opspangereedschappen
- Controleer wisselplaatzitting en schroef op beschadiging
- Zie kenmerkende slijtage voor specifieke remedies
- Kies een slijtvastere hardmetaalsoort indien mogelijk
Slechte oppervlaktewaarde
- Een goede spaanbeheersing is belangrijk
- Reduceer de voeding (wanneer het belangrijk is om vf te houden, ook het toerental verhogen)
- Toevoer van koelmiddel vergroten, filter reinigen, vloeistofkanalen van de boor vrijmaken
- Reduceer de booruitsteeklengte, verbeter de stabiliteit van het werkstuk
Spaanophoping in boorspiralen
- Pas de snijgegevens aan voor een verbeterde spaanbeheersing
- Verhoog de koelmiddeltoevoer, reinig het filter, maak de vloeistofkanalen van de boor vrij, controleer koelmiddelconcentratie
- Problemen met spaanophoping kunnen extreme slijtage aan het boorlichaam veroorzaken
- Verwijder eventueel werkstukmateriaal dat vast zit aan het boorlichaam om spaanophoping te voorkomen
Intredespaan

"Naalden" op de omtrek
- Risico van overmatige slijtage wanneer "naalden" te zien zijn op de startspaanomtrek
- Mogelijke oorzaak - onbalans vanwege: RondloopSchuine intredeVoeding te hoogInstabiele/zwakke conditiesHoekbreuk/slijtage
Spaanbeheersing - optimalisatie

- Krassen op de spanen van boven gezien is een teken van spaanophoping hetgeen een negatieve invloed heeft op de gatkwaliteit. Om de gatkwaliteit te verbeteren wordt aanbevolen de voeding te reduceren en indien mogelijk de snelheid te verhogen
Volhardmetalen boor
Intredespaan – Volhardmetalen / boren met verwisselbare punt
"Naalden" op de omtrek
- Risico van overmatige slijtage wanneer naalden te zien zijn op de startspaanomtrek
- Mogelijke oorzaak - onbalans vanwege: RondloopSchuine intredeVoeding te hoogInstabiele/zwakke conditiesHoekbreuk/slijtage
Spaanbeheersing - optimalisatie
- Krassen op de spanen van boven gezien is een teken van spaanophoping hetgeen een negatieve invloed heeft op de gatkwaliteit. Om de gatkwaliteit te verbeteren wordt aanbevolen de voeding te reduceren en indien mogelijk de snelheid te verhogen
Typen boorslijtage
- Wisselplaatboren
- Boor met verwisselbare punt
- Volhardmetalen boor
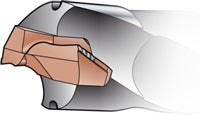
Wisselplaatboren
Vrijloopvlakslijtage
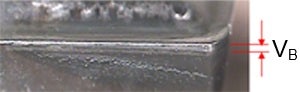
Vrijloopvlakslijtage is het voorkeurstype slijtage indien gebalanceerd. Vrijloopvlakslijtage kan resulteren in
- Slechte oppervlaktekwaliteit
- Gattolerantie buiten bereik
- Vermogenstoename
| Oorzaak | Actie |
| 1. Snijsnelheid te hoog (vc) 2 | 1. Verlaag de snijsnelheid (vc) |
| 2. Onvoldoende slijtvastheid in hardmetaalsoort | 2. Kies een slijtvastere hardmetaalsoort |
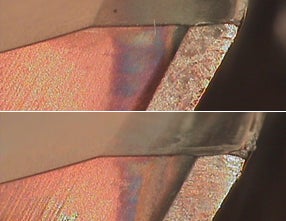
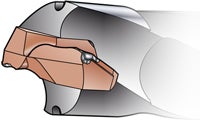
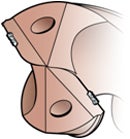
Kolkslijtage
Centrale wisselplaat

Omtrekwisselplaat

Kolkslijtage kan resulteren in
- Zwakke snijkant, welke breuk kan veroorzaken van de snijkant en slechte spanen kan genereren
- Slechte oppervlaktekwaliteit
- Vermogenstoename
| Oorzaak | Actie |
| Centrale wisselplaat: abrasieve spanen (werkstukmateriaal) | Centrale wisselplaat: Verlaag de voeding |
| Omtrekwisselplaat: Diffusieslijtage veroorzaakt door hoge temperatuur (slechter voor PVD coatings) | Omtrekwisselplaat: 1. Verlaag snijsnelheid 2. Selecteer een slijtvastere hardmetaalsoort (vaak MT-CVD) |
| Selecteer een positievere geometrie voor een betere spaanvorming |
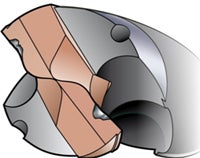
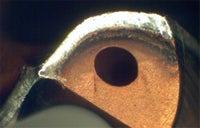
Plastische deformatie
Inzakken
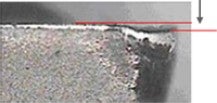
Indrukken

Snijkantdepressie, of impressie, kan leiden tot slechte spaanbeheersing, een slechte oppervlakte-afwerking en een gat dat buiten de toleranties valt.
| Oorzaak | Actie |
| Snijtemperatuur te hoog, gecombineerd met hoge druk (voeding en/of werkstukhardheid) | Verlaag de voeding (fn) Selecteer een soort met betere bestendigheid tegen PD (warmtehardheid) Verlaag de snijsnelheid (vc) |
| Een eindresultaat van overmatige flank- en/of kolkslijtage | Selecteer een soort met een betere bestendigheid tegen PD (warmtehardheid) Verlaag de snijsnelheid (vc) |
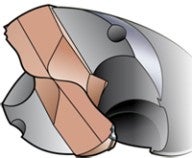
Uitbreking in de snijzone

Uitbreking in de snijzone kan resulteren in
- Overdreven vrijloopvlakslijtage
- Slechte oppervlaktekwaliteit
| Oorzaak | Actie |
| Onstabiele omstandigheden | Verbeter de stabiliteit (gereedschapuitsteeklengte, fixatie) |
| Onregelmatig oppervlak | Reduceer de voeding bij intreden. Kies taaiere geometrie |
| Onvoldoende taaiheid van de soort | Kies een taaiere soort |
| Wisselplaatgeometrie te zwak | Kies een sterkere geometrie |
| Onvoldoende snijvloeistof | Verhoog de hoeveelheid snijvloeistof |
| Zandinsluitingen (gietijzer) | Kies een sterkere geometrie, reduceer de voeding |
Breuk
Breuk kan resulteren in
- Defect gereedschap
- Vernietigd werkstuk

| Oorzaak | Actie |
| Onvoldoende stabiliteit | Verbeter de stabiliteit (verkort de gereedschapuitsteeklengte, betere werkstukopspanning etc.) |
| Onderbroken snede | Reduceer de voeding, kies een taaiere geometrie (-GR of –GT) |
| Onvoldoende snijvloeistof | Verhoog de hoeveelheid snijvloeistof |
| Te hoge voeding of te hoge/lage snijsnelheid | Pas de snijgegevens aan |
| Soort te bros (P-wisselplaat) | Kies een taaiere soort |
| Wisselplaat versleten | Bepaal een veilige standtijd op de omtrekwisselplaat |
Snijkantsopbouw (BUE)

Snijkantsopbouw kan resulteren in
- Slechte oppervlakte-afwerking en uitbrokkeling van de snijkant, wanneer de snijkantsopbouw wordt weggetrokken door spanen
- Uitbrokkelen van de snijkant
| Oorzaak | Actie |
| Ongunstige temperatuur (snijsnelheid) | Verhoog/verlaag snijsnelheid (hoge/lage temperatuur) Kies een gecoate soort |
| Snijgeometrie te negatief | Selecteer een positievere geometrie |
| Stroperig materiaal | Verhoog het oliemengsel en volume/druk in de snijvloeistof |
| Te arm oliemengsel in de snijvloeistof | Verhoog het oliemengsel en volume/druk in de snijvloeistof |
Boor met verwisselbare punt
Typische slijtage in verschillende materialen voor -PM geometrie
Ongelegeerd staal / CMC01.1




- Geleiderand / omtrekslijtage, start als inkeping en ontwikkelt langs de breedte van de geleiderand en in de spaangroef
- Continu toenemende slijtage op hoofdsnijkant
Laaggelegeerd staal / CMC02.2
- Continu toenemende slijtage op hoofdsnijkant / geleiderand kort bij de hoek
Vrijloopvlakslijtage

Vrijloopvlakslijtage op hoofdsnijkant
Vrijloopvlakslijtage op geleiderand
Normale en voorkeursslijtage wanneer gebalanceerd
| Oorzaak | Actie |
| Te hoge snijsnelheid | Verlaag de snijsnelheid |
| Oliepercentage in de snijvloeistof te laag | Verhoog het percentage olie in de snijvloeistof (verifieer met de oliedistributeur om er zeker van te zijn dat de maximaal aanbevolen oliepercentages niet worden overschreden) |
| Onvoldoende snijvloeistofdoorstroming | Verhoog de hoeveelheid snijvloeistofdoorstroming |
| Totaal-indicator uitloop te groot (indien slijtage op de geleiderand) | Controleer de radiale uitloop (indien slijtage op de geleiderand) |
Plastische deformatie
| Oorzaak | Actie |
| Te hoge snijsnelheid en/of voeding te hoog | Verlaag de snijsnelheid en/of voeding |
| Onvoldoende koelvloeistofdoorstroming | Verhoog de hoeveelheid snijvloeistofdoorstroming |
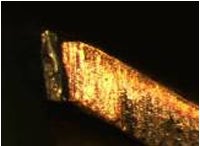
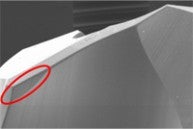
Uitbrokkeling
Uitbrokkeling op de omtrek
Uitbreking op hoofdsnijkant
Uitbreking is een zeer gangbaar slijtagetype bij het boren in een voorgeboord gat. Wanneer de punthoek kleiner is dan het voorgeboorde gat, dan zal de stabiliteit slecht zijn en kunnen de hoeken beschadigd raken. Dit kan ook gebeuren wanneer de toleranties op de punthoeken niet op elkaar zijn afgestemd. Dit kan worden vermeden met maatwerk boren of uit te gaan van een gat met vlakke bodem, gemaakt door te frezen.
| Oorzaak | Actie |
| Onstabiele omstandigheden | Controleer set-up |
| Totale rondloop (TIR: Total Indicated Run-out) te groot | Controleer de radiale rondloop |
| Voeding te hoog | Verlaag voeding |
| Onvoldoende snijvloeistofdoorstroming (thermische barsten) | Controleer de snijvloeistoftoevoer |
Snijkantsopbouw

| Oorzaak | Actie |
| Ongeschikte snijsnelheid | 1. Verhoog snijsnelheid wanneer de snijkantsopbouw in het midden is 2. Verlaag de snijsnelheid wanneer de snijkantsopbouw aan de rand is |
| Oliepercentage in de snijvloeistof te laag | Verhoog het percentage olie in de snijvloeistof (verifieer met de oliedistributeur om er zeker van te zijn dat de maximaal aanbevolen oliepercentages niet worden overschreden) |
Wanneer u de snijkantsopbouwzone niet volledig kunt vermijden, bereken dan een snelheid waardoor de snijkantsopbouw in het sterkste deel van de boor valt (=50% van de diameter).
Het gebruik van uitwendige snijvloeistof kan een negatieve invloed hebben op de spaanafvoer.

Verhoog de snijsnelheid om de snijkantsopbouw
naar het midden van de boor te verplaatsen

Verlaag snijsnelheid om de snijkantsopbouw
naar de rand te verplaatsen of te elimineren
Volhardmetalen boor
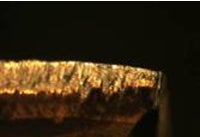
Vrijloopvlakslijtage
Vrijloopvlakslijtage op hoofdsnijkant

Vrijloopvlakslijtage op geleiderand
Voorkeursslijtage wanneer gebalanceerd
| Oorzaak | Actie |
| Totale rondloop (TIR: Total Indicated Run-out) te groot | Controleer de radiale rondloop |
| Snijsnelheid te hoog | Verlaag de snijsnelheid |
| Voeding te laag | Verhoog de voeding |
| Soort te zacht | Gebruik een hardere soort |
| Onvoldoende snijvloeistof | Verhoog de druk van de snijvloeistof |
Vrijloopvlakslijtage op beitelsnijkant


| Oorzaak | Actie |
| Totale rondloop (TIR: Total Indicated Run-out) te groot | Controleer de radiale rondloop |
| Snijsnelheid te laag | Verhoog de snijsnelheid |
| Voeding te hoog | Verlaag voeding |
Vrijloopvlakslijtage op de dwarssnijkant heeft ook invloed op de gatkwaliteit vanwege slechte centrering.
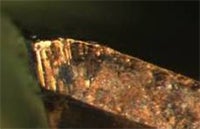
Uitbrokkeling

Uitbrokkeling op de omtrek

Uitbrokkeling op de hoofdsnijkant
Uitbreking is een zeer gangbaar slijtagetype bij het boren in een voorgeboord gat. Wanneer de punthoek kleiner is dan het voorgeboorde gat, dan zal de stabiliteit slecht zijn en kunnen de hoeken beschadigd raken. Dit kan ook gebeuren wanneer de toleranties op de punthoeken niet op elkaar zijn afgestemd. Dit kan worden vermeden met op maat gemaakte boren of uit te gaan van een gat met vlakke bodem, gemaakt door te frezen.
| Oorzaak | Actie |
| Onstabiele omstandigheden | Controleer de opstelling |
| Totale rondloop (TIR: Total Indicated Run-out) te groot | Controleer de radiale rondloop |
| Onvoldoende snijvloeistof (thermische barsten) | Controleer de snijvloeistoftoevoer |
| Maximum toegestane slijtage overschreden | Pas de snijgegevens aan |
Boorbreuk

| Oorzaak | Actie |
| Totale rondloop (TIR: Total Indicated Run-out) te groot | Controleer de radiale rondloop |
| Onstabiele omstandigheden | Controleer de opstelling |
| Onvoldoende spilvermogen | Controleer snijgegevens |
| Spaanophoping | Controleer de snijvloeistoftoevoer |
| Voeding te hoog | Verlaag voeding |
| Buitensporige slijtage | Controleer slijtage vaker |
Snijkantsopbouw


| Oorzaak | Actie |
| Snijsnelheid en snijkantstemperatuur te laag | 1. Verhoog snijsnelheid wanneer de snijkantsopbouw in het centrum is 2. Verlaag de snijsnelheid wanneer de snijkantsopbouw aan de omtrek is |
| Negatieve geleiderand te groot | Scherpere snijkant |
| Geen coating | Coating op de snijkant |
Wanneer u de snijkantsopbouwzone niet volledig kunt vermijden, bereken dan een snelheid waardoor de snijkantsopbouw in het sterkste deel van de boor valt (=50% van de diameter).
Het gebruik van uitwendige snijvloeistof kan een negatieve invloed hebben op de spaanafvoer.
Verhoog de snijsnelheid om de
snijkantsopbouw naar het centrum van de boor te verplaatsen
Verlaag snijsnelheid om de snijkantsopbouw
naar de omtrek te verplaatsen of te elimineren
Typische slijtage
Ongeacht het materiaal
- Altijd vrijloopvlakslijtage
- Uitbreken komt zelden voor Procesbetrouwbaarheid
Ongelegeerd staal / CMC01.1
- Geleiderand / omtrekslijtage Slijtage begint als een kerfGroeit naar de hoek toe
Laaggelegeerd staal / CMC02.2
- Hoekslijtage

Hooggelegeerd staal / CMC03.11
- Significante vrijloopvlakslijtage
- Kleine beschadigingen aan de hoek

Hoekontwerp
Let op!
- Zie de versterking niet aan voor slijtage
Tips voor boortoepassingen
Tips en trucs voor koelmiddeltoevoer Het hebben van een juiste koelmiddeltoevoer... chevron_right
Groef- of sleuffrezen
Groef- of sleuffrezen is een bewerking waarbij schijffrezen vaak de voorkeur geniet... chevron_right
Tips en trucs
Tips en trucs Gefeliciteerd met de aankoop van uw nieuwe start gereedschapsset Het... chevron_right
Automotive oplossingen voor ISO K
Zekere wisselplaatmontage Het zevenkantige wisselplaatontwerp <code>en</code> de... chevron_right
