
Onregelmatig oppervlakteboren
Boren van onregelmatige oppervlakken kunnen leiden tot overmatige, ongelijke krachten op de boorsnijkkanten, hetgeen leidt tot voortijdige slijtage. Het is belangrijk om de richtlijnen te volgen en de voeding te reduceren wanneer dat nodig is.
Meer informatie over de uitdagingen en strategieën voor elk boortype.


Wisselplaatboren
Onregelmatig oppervlakteboren
Onregelmatige
Convexe
Concave
- Maak gebruik van een zo kort mogelijke boor om de neiging tot trillen te minimaliseren en de effecten van afbuiging te verminderen.
- Aanbevolen startwaarden voor snijsnelheid en laagste aanbevolen voeding
- Niet aanbevolen voor 6–7×DC wanneer concave radius hetzelfde of kleiner is dan boorradius
Voorgeboorde gaten
- Om de snijkracht in evenwicht te houden tussen de centrale en de omtrekwisselplaat op een acceptabel niveau, mag het voorgeboorde gat niet groter zijn dan DC/4

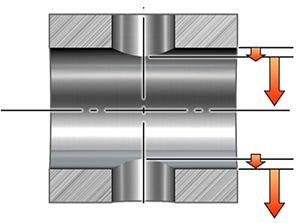
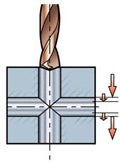
Boren van dwarsgaten
Uitdagingen:
- Spaanverwijdering wordt beïnvloed, zou problematischer kunnen worden
- Ontbramen in de kruising is hard. De braamvorming moet zo klein mogelijk zijn
- Veroorzaakt meer slijtage van het gereedschap dan conventioneel boren
Richtsnoeren:
- Voor gaten met verschillende diameters: boor eerst het grotere gat om braamvorming te reduceren
- Begin met de laagste aanbevolen voeding bij het dwarsen van gaten
- Niet aanbevolen in langspanige materialen vanwege spaanafvoer bij dwarsgaten
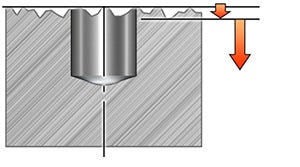
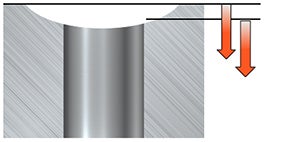
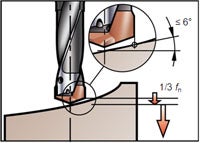
Boren van hellende in-/uittredes
Genereert ongelijke en overmatige krachten die op de snijkanten werken
- Onderbroken snede bij het intreden/verlaten van de boor in het werkstuk
- Vergroot de kans op trilling
- Kan het boorprofiel vervormen
- Veroorzaakt meer slijtage van het gereedschap dan conventioneel boren
Algemene aanbevelingen:
- Stabiliteit is cruciaal. Een kleine lengte/diameter ratio zal helpen om de toleranties te behouden
- Frezen van een klein vlak oppervlak wordt aanbevolen bij het invoeren van werkstukken met een grote helling
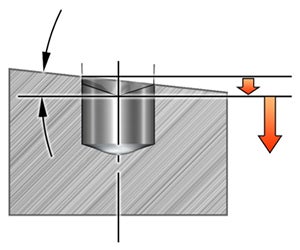
Schuine of schuine vlakken, intrede
- Maak gebruik van een zo kort mogelijke boor om de neiging tot trillen te minimaliseren en de effecten van afbuiging te verminderen.
- Begin met de laagste aanbevolen snijsnelheid en 1/3 van de laagste aanbevolen voeding (of lager) tot het volledig aangrijpt en keer dan terug naar de normale voeding.
- 4–5×DC de hellende intrede kan wordenhoek tot 15º
- 6–7×DC kan de hellende intrede onder een hoek van maximaal 10º worden
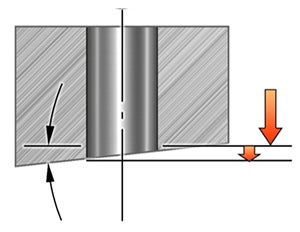
Schuine of haakse vlakken, uittreden
- Maak gebruik van een zo kort mogelijke boor om de neiging tot trillen te minimaliseren en de effecten van afbuiging te verminderen.
- Aanbevolen startwaarden voor snijsnelheid en laagste aanbevolen voeding (of lager)
- 4–5×DC de hellende uittrede kan tot maximaal 15º onder een hoek worden geplaatst
- 6–7×DC kan de hellende uittrede tot maximaal 5º wordenhoek
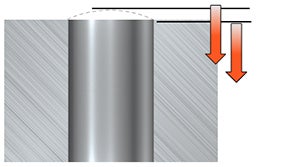
Boren van asymmetrisch gebogen oppervlakken
- Gebruik een zo kort mogelijke boor om het doorbuigen vanuit het midden te minimaliseren, vergelijkbaar met een hellend oppervlak.
- Reduceer de voeding tot 1/3 van de initiële penetratiewaarde van concave oppervlakken
- Radius van gebogen oppervlak moet groter zijn dan boorradius
- Niet aanbevolen voor 6–7×DC boren
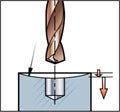
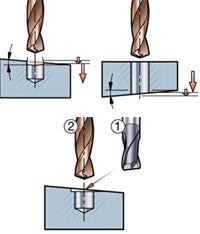
Boren met uitsteekbare punt
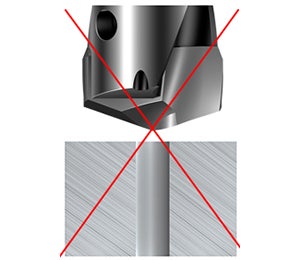
Onregelmatige oppervlakken
- Verlaag de voeding tot 1/4 van normale snelheid om uitbreking te voorkomen
- Maak bij instabiele omstandigheden een pilootgat (bij voorkeur met de korte CoroDrill® 870) of spotfrees om een vlak oppervlak te creëren
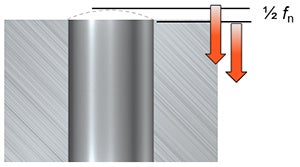
Convexe/concave oppervlakken
Convexe
Concave
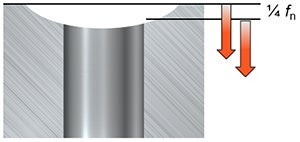
- Het gat moet loodrecht zijn op het oppervlak
- Min. aanbevolen oppervlakteradius
- Convex: 4×DC
- Concave: 1×DC
- Zorg voor stabiele condities en gebruik de kortst mogelijke boor
- Reduceer voeding bij intrede
- Convex: 1/2 van normale snelheid
- Concave: 1/4 van normaal tarief
- De gatkwaliteit en standtijd zouden kunnen worden beïnvloed vergeleken met gunstige omstandigheden
- Maak een voorboorgat of spotfrees om een plat oppervlak te creëren als de radius kleiner is dan aanbevolen
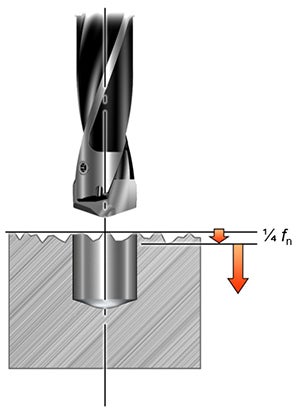
Voorgeboorde gaten
- Niet aanbevolen vanwege risico op uitbreking op de snijkant
Boren van dwarsgaten
Uitdagingen:
- Spaanverwijdering wordt beïnvloed, zou problematischer kunnen worden
- Ontbramen in de kruising is hard. De braamvorming moet zo klein mogelijk zijn
- Veroorzaakt meer slijtage van het gereedschap dan conventioneel boren
Richtsnoeren:
- Boor altijd eerst het grotere gat om inwendige braamvorming te minimaliseren
- Min. aanbevolen diameter op het te oversteken gat is 2×DC (om ervoor te zorgen dat het midden van de punt als eerste het werkstuk in het werkstuk treedt)
- Zorg voor stabiele condities en gebruik de kortst mogelijke boor
- Reduceer voeding tot 1/4 bij in- en uittreden van gaten
- Reduceer terugtrekvoeding
- De gatkwaliteit en standtijd zouden kunnen worden beïnvloed vergeleken met gunstige omstandigheden
Boren van hellende in-/uittredes
Genereert ongelijke en overmatige krachten die op de snijkanten werken
- Onderbroken snede bij het intreden/verlaten van de boor in het werkstuk
- Vergroot de kans op trilling
- Kan het boorprofiel vervormen
- Veroorzaakt meer slijtage van het gereedschap dan conventioneel boren
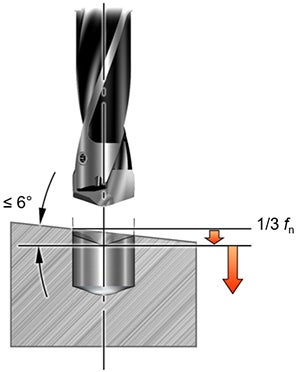
Schuine of schuine vlakken, intrede
- De maximaal aanbevolen hoek van centrum tot hoek is 6 graden om ervoor te zorgen dat de punt eerst het werkstuk treedt
- Zorg voor stabiele condities en gebruik de kortst mogelijke boor
- Reduceer de voeding tot 1/3 van normaal tarief bij intrede
- Maak een voorboorgat (bij voorkeur met de korte CoroDrill® 870) of spotfrees om een plat oppervlak te creëren bij een grotere hoek of langere lengtes
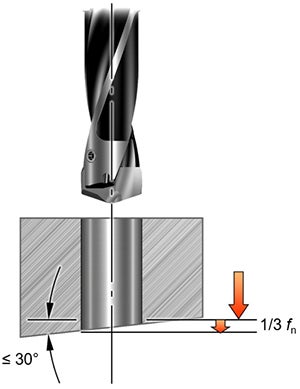
Schuine of haakse vlakken, uittreden
- Maximum aanbevolen hoek is 30 graden
- Zorg voor stabiele condities en gebruik de kortst mogelijke boor
- Reduceer voeding tot 1/3 van normale snelheid bij uittreden van het gat
- Reduceer terugtrekvoeding
- De gatkwaliteit en standtijd zouden kunnen worden beïnvloed vergeleken met gunstige omstandigheden
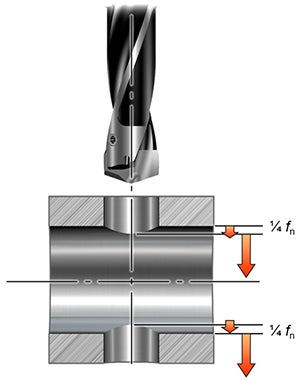
Boren van asymmetrisch gebogen oppervlakken
Zorgt dat de boor afbuigt van de hartlijn van het gat
- Initieel komt alleen de buitenrand van de snijkant in contact
- Gelijksoortig, maar niet identiek aan hellende vlakken
- De maximaal aanbevolen hoek van hart tot hoek is 6 graden
- Stabiele condities
- Maak gebruik van een zo kort mogelijke boor.
- Reduceer de voeding tot het normale tarief bij intrede
- Gatkwaliteit en standtijd zouden verminderd kunnen zijn vergeleken met boren onder gunstige omstandigheden
- Maak een voorboorgat of spotfrees om een plat oppervlak te creëren als er een grotere hoek of langere lengte is
Volhardmetalen boren
Onregelmatige oppervlakken
- Kan de boor beschadigen bij het penetreren van het oppervlak en/of het gat verlaten
- Let extra op de boren met kleine diameters, dit kan leiden tot miss-uitlijning, het afwijken van de gaten en zelfs gereedschapsbreuk.
- Reduceer de voeding tot 25% van de aanbevolen snelheid totdat de volledige diameter in snede is om het risico op uitbrokkeling te verkleinen

Convexe oppervlakken
- Boren mogelijk als de radius > 4 maal de boordiameter is en het gat loodrecht is op de radius
- Voeding: 50–100% van de aanbevolen snelheid totdat de volledige diameter in snede is
- Frees een klein vlak op het oppervlak voordat u gaat boren

Concave oppervlakken
- Boren is mogelijk als de radius >15 keer de boordiameter is en het gat loodrecht is op de radius
- Reduceer de voeding tot 30% van de aanbevolen snelheid totdat de volledige diameter in snede is
- Frees een klein vlak op het oppervlak voordat u gaat boren
Voorgeboorde gaten
- Niet aanbevolen vanwege risico op uitbreking op de snijkant
Boren van dwarsgaten
Uitdagingen:
- Spaanverwijdering wordt beïnvloed, zou problematischer kunnen worden
- Ontbramen in de kruising is hard. De braamvorming moet zo klein mogelijk zijn
- Veroorzaakt meer slijtage van het gereedschap dan conventioneel boren
Algemene richtlijnen:
- Voedingsreductie is over het algemeen noodzakelijk omdat de boor het bestaande gat kruist
- Voor gaten met verschillende diameters: boor eerst het grootste gat om braamvorming te reduceren
- Bij boordieptes onder de 12×D, de voeding reduceren tot 25% van de aanbevolen snelheid bij het doorsteken van het bestaande gat
- Voor gaten met verschillende diameters: boor eerst het grotere gat om de braamvorming te reduceren
Boren van hellende in-/uittredes
Genereert ongelijke en overmatige krachten die op de snijkanten werken
- Onderbroken snede bij het intreden/verlaten van de boor in het werkstuk
- Vergroot de kans op trilling
- Kan het boorprofiel vervormen
- Veroorzaakt meer slijtage van het gereedschap dan conventioneel boren
Algemene aanbevelingen:
- Stabiliteit is cruciaal. Een kleine lengte/diameter ratio zal helpen om de toleranties te behouden
- Frezen van een klein vlak oppervlak wordt aanbevolen bij het invoeren van werkstukken met een grote helling
- Hellingen tot 10 graden
- Reduceer de voeding tot 30% van de aanbevolen snelheid totdat de volledige diameter in snede is
- Hellingen van meer dan 10 graden
- Niet aanbevolen voor boren
- Alternatief voor grote hellingen - frees een klein plat oppervlak en boor vervolgens het gat
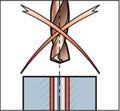
Boren van asymmetrisch gebogen oppervlakken
- Kan niet worden gebruikt - alleen delen van de snijkant snijden en de punt mag niet eerst het oppervlak bereiken
- Een hoog risico op uitbreking
Gerelateerde informatie
Kotteren met wisselplaatboren
Wisselplaatboren kunnen worden gebruikt in kotterbewerkingen teneinde gereedschapwisseltijd... chevron_right
Onderhoud van boorgereedschappen en veiligheidsvoorzorgsmaatregelen
Onderhoud van boorgereedschap Gebruik een momentschroevendraaier om te waarborgen... chevron_right
Spiraalvormige interpolatie
Wat is circulair hellend frezen met wisselplaatboren? Een roterend gereedschap maakt... chevron_right
Niet roterend boren
Wat is niet roterend boren? Niet roterend boren is wanneer het werkstuk roteert... chevron_right
