
Niet roterend boren

Wat is niet roterend boren?
Niet roterend boren is wanneer het werkstuk roteert in plaats van de boor. Bij gebruik van deze methode is het uiterst belangrijk dat de boor is uitgelijnd met de hartlijn van de machine.
Uitlijningsaanbevelingen voor niet roterend boren
Minimaliseer de gereedschaprondloop of TIR (Total Indicated Runout) voor de beste prestaties.
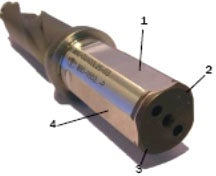
Opmerking: Een wisselplaatboor vormt een kleine kern in het midden die te zien is in de bodem van het gat of de schijf. De grootte van de kern moet binnen het bereik liggen van 0.05-0.15 mm (0.002-0.006 inch), anders kan het breuk van de snijkant, trillingen, overmaatse gaten en slijtage aan het boorlichaam veroorzaken. Bij het draaien van de boor, zal de kerndimensie variëren door de verschillende posities.
Volhardmetalen boren
Wisselplaatboren
Boren met verwisselbare punt
Uitlijnen van de niet roterende boor
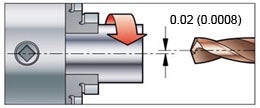
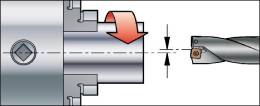
Booruitlijning moet parallel zijn met de spilas, anders kan het gat over- of ondermaats zijn of trechtervormig. Metingen kunnen worden uitgevoerd met een meetklok, in combinatie met een testbaar.
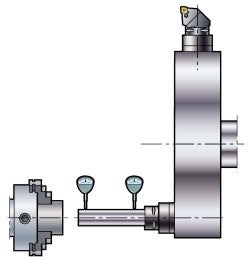
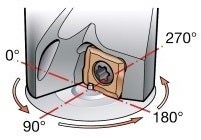
Boor met vier platte vlakken (wisselplaatboren)
Gebruik een boor met vier platte vlakken gelijk gepositioneerd rond de boorschacht. Maak gaten met de boor gemonteerd in elk van de vier vlakposities (0°, 90°, 180°, 270°). Het meten van het gat zal de positie aangeven van de omtrekwisselplaat in relatie tot de hartlijn van het werkstuk, welke op haar beurt de toestand van de machine-uitlijning zal aangeven.
Foutieve uitlijning als gevolg van de turret afbuiging
Afbuiging van de turret op een CNC-draaibank kan een probleem zijn, met name bij het gebruik van grotere boren en hogere voedingen , fn, welke een grote kracht kunnen veroorzaken.
Boor, om deze stabiliteit te testen, één gat met lage voeding en één gat met hoge voeding en meet vervolgens de afmetingen van het gat. Wanneer er een groot verschil is in de maat van het gat, dan kan het zijn dat de revolver de neiging heeft om af te buigen.
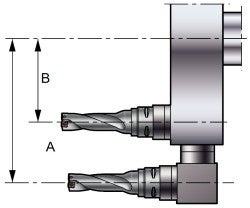
Minimaliseren van de afbuiging van de revolver
Controleer eerst of het hefboomeffect kan worden geminimaliseerd door andere montage van het gereedschap. Monteer het gereedschap altijd zo dicht mogelijk bij het hart van de turret. Positie B heeft de voorkeur boven positie A.
Wanneer dit niet mogelijk is, dan zal een afname in voeding/omwenteling (fn) de voedingskracht reduceren. Om dezelfde productiviteit te handhaven, kan het toerental, vc, worden verhoogd, omdat dit geen invloed heeft in de voedingskracht.
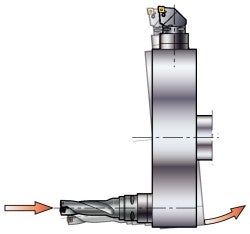
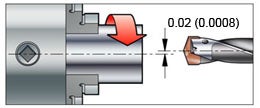
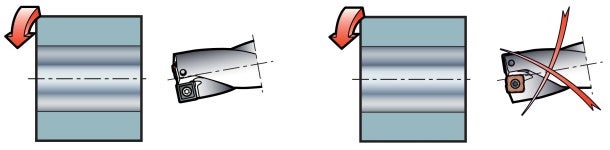
Wanneer voor wisselplaatboren een turretafbuiging / verkeerde uitlijning niet vermeden kan worden, dan moet de boor worden gemonteerd met de omtrekwisselplaat ingesteld zoals weergegeven in de afbeelding links, om slijtage aan het boorlichaam te voorkomen.
Kerngatboor
Wat is kerngatboren? Kerngatboren is een techniek die wordt gebruikt voor het boren... chevron_right
Kotteren met wisselplaatboren
Wisselplaatboren kunnen worden gebruikt in kotterbewerkingen teneinde gereedschapwisseltijd... chevron_right
Radiaal ingesteld boren
Radiaal ingesteld boren is alleen mogelijk met wisselplaatboren. Radiale instelling... chevron_right
Onregelmatig oppervlakteboren
Wisselplaatboren Onregelmatig oppervlakteboren Maak gebruik van een zo kort mogelijke... chevron_right
