
Trap- en aanschuinboren
- Aanschuinboren
- Getrapt boren of getrapt- en aanschuinboren
Aanschuinboren



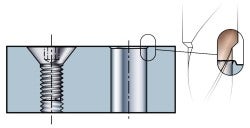
Wat is een aangeschuind gat?
Bij een groot aantal geproduceerde gaten is een aanschuining of in elk geval ontbramen nodig. Enkele typische voorbeelden zijn schroef- en klinknagelgaten.
Men kan kiezen uit een aantal boren, en met gebruik van circulaire interpolatie kan zelfs een draai- of freesgereedschap worden gebruikt.
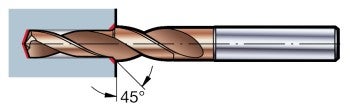
Volhardmetalen boren
Een standaard programma boren voor 45° aanschuiningen aangepast voor verschillende schroefdraad/tapgaten tot gatdiepten 2-3 x DC.
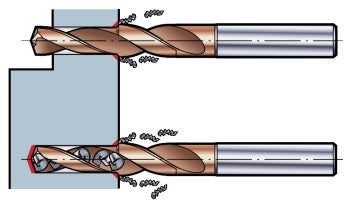
Hoe aanschuinboren toepassen
Normaal gesproken moet dezelfde voeding, fn (mm/omw) worden gebruikt wanneer de aanschuinwisselplaat snijdt. Dit is belangrijk, met name bij het boren van een blind gat, omdat een afname in de voeding kan leiden tot lange spanen van de boorbewerking.
Echter, soms kan bij materialen met vloeispanen een aanpassing van de voeding noodzakelijk zijn tijdens het aanschuinen om te voorkomen dat lange spanen rond de boor wikkelen.
fn boor
fn aanschuining
Getrapt boren of getrapt- en aanschuinboren


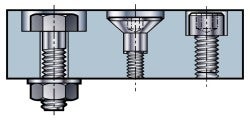
Een ander gangbaar type gat is een getrapt, of getrapt en aangeschuind gat. Typische toepassingen zijn componenten met verzonken schroeven of bouten.
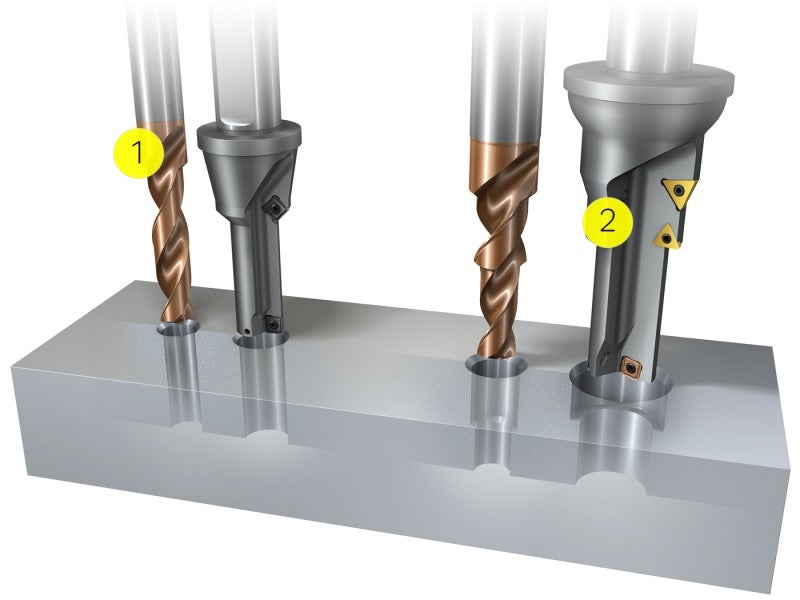
Boren van getrapte- of getrapte- en aangeschuinde gaten
Getrapte/aangeschuinde gaten in één bewerking
Volhardmetalen boren – Leverbaar met stappen en aanschuiningen.
Getrapte gaten door het boren van twee gaten
Volhardmetalen boren - kies een boor overeenkomstig de gatmaat en -diepte.
Getrapte gaten door te boren en te kotteren
Volhardmetalen boren - kies boor en kottergereedschap overeenkomstig de gatmaat en -diepte.
Getrapte gaten door circulair frezen
De trapdiameter kan 2 x DC zijn. Spiraalvormige interpolatie is een langzame bewerking en moet niet worden gebruikt voor diepe trappen. Kies een frees overeenkomstig de gatmaat.
Niet roterende boor
Kies een standaard boor en programmeer het gereedschapspad.
Hoe te gebruiken
Getrapte/aangeschuinde gaten in één bewerking
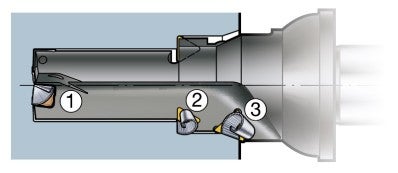
De uitdaging bij het gebruik van een multidiameter gereedschap is het realiseren van een goede spaanbreking van snijkanten in de snede. In materialen met vloeispanen zoals koolstofarm staal en roestvaststaal, moeten de initiële testen in stappen worden uitgevoerd:
- Controleer eerst de spaanvorming van de boor
- Controleer de spaanvorming van de stapwisselplaat
- Controleer de spaanvorming van de aanschuinwisselplaat
Getrapte gaten door het boren van twee gaten
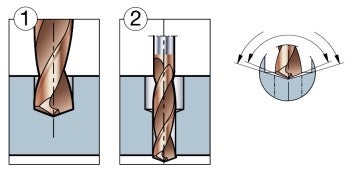
Eerst grote diameter, dan kleiner.
Begin altijd te boren met de grote diameter, om het centreren van de boorpunt te waarborgen en om uitbrokkeling van de snijkanten te voorkomen.
Zorg bij het boren van kleine diameters dat de boorpunthoek gelijk of kleiner is dan de grote boor, om te waarborgen dat de punt het werkstuk eerst raakt.
Getrapte gaten door te boren en te kotteren
Begin met boren, vervolgens kotteren.
Getrapte gaten door circulair frezen
Raadpleeg Frezen om meer te weten te komen over het maken van gaten met frezen.
Boren
Boren wordt vaak laat in het productieproces uitgevoerd, waarbij voorgaande bewerkingen... chevron_right
Hoe het juiste type tap kiezen
Bij het kiezen van de juiste tap moet men rekening houden met verschillende factoren.... chevron_right
Frezen van gaten en holtes/uitsparingen
Twee-assen lineair hellend frezen. Circulair infrezen. Breder maken van een gat. Circulair... chevron_right
Aanschuinfrezen
Aanschuiningen, V-sneden, ondersnijding, voorbereiding voor het lassen en ontbramen... chevron_right
