
原理
防振型工具の内部には調整された防振機構が入っており、その高比重な防振体が、ラバースプリングで支持されています。防振性能を高めるため、オイルが充填されています。
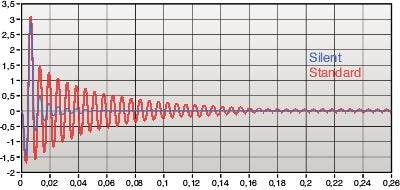
下のグラフは標準工具と防振工具とのびびりの違いを示したものです。
工具突出し量が長い場合、およびフランジ面の場合は、スピンドルとツール側の2面拘束ホルダを推奨します。
| 2面拘束 | 単面拘束 |  コロマントキャプトカップリング | |
| コロマントキャプト |  | ISO/CAT |  |
| ビッグプラス |  | MAS BT |  |
| HSK |  | CAT-V |  |
製品に表示されている限界値(荷重、温度、回転数、最小/最大突出し量、圧力)を守ることが重要です。
- 温度は、防振機構のラバー部を保護するために強調表示されています。
- 最大温度限界値は製品のタイプによって変わりますが、たとえば、工具には以下のように表示されています。75-120°C(167-248 F)
防振システムは、高比重防振体が、2つのラバースプリングに 支持されています。 | ||
| 工具本体内の 防振システム •高比重防振体 • 調整済> <• 高い信頼性 |  | ラバー スプリング |
| 防振性能を高めるため、オイルが充填されています。 |
切削速度を下げる
実行可能で、最適な切削ソリューションを選択することから始めます。次に、たわみを最小限に抑えるため、できるだけ大きな径とできるだけ短い突出し量を選択します。
次に留意すべき点は、防振機構ができるだけ刃先近くにあり、ダンパー手前の重量が可能な限り軽いことです。切削工具を軽量化することで、びびりを発生させる可能性のある運動エネルギーを最小限に抑えます。工具のびびりを緩和することが容易になるため、ソリッド工具でも、防振工具でも突出し量を最大限に長くすることができます。
上記の方法を実行することによって、切削力の変動とびびりを抑えることができます。
| たわみ(δ) = 64FLU3/3E(π)BD4 |  |
E: F: LU: BD: | ヤング率 力 使用可能長さ 本体径 |
まとめ:
- 適切な切削工具とチップを選定することによって、切削抵抗を抑えます。
- できるだけ大きなシャンク径と短い長さを選択することによって、静的剛性を高め、たわみを最小限に抑えます。
- 切削工具を軽量化することで、びびりを発生させる可能性のある運動エネルギーを最小限に抑えます。
- モジュラーツールを長くする場合は、大きな径を設定します。
- 特殊品の場合は、最適な形状と補強材を検討いたします。
チップブレーカと被削材によって決定される1つまたは複数の共振周波数によって、機械構造は振動しやすくなります。それぞれの共振周波数が共鳴し合ってびびりとなります。防振機能によって、そのびびり発生後の収束時間が決定されます。たわみが大きくなると、振動エネルギーが上昇します。 加工中に切削力が変化すると、自励振動が工作機械固有の振動数で発生します。一旦びびりが発生すると、強制振動によって大きくなり、切削力の変動を抑制しない限り、どんどん大きくなります。切削力の変動は多くの要因によって決まります。切削抵抗を小さくする措置を何も講じなかったら、びびりは大きくなります。 - 切りくず分裂過程 - 断続切削 - 被削材の含有物 - ワークの楕円率 - 構成刃先の生成 k = ばね定数 m = 物体質量 f = 振動数 δ = 工具のたわみ F = 工具に作用する力  |
