
立旋盤

立旋盤 (VTL) は、最も伝統のある機械タイプです。中~大型部品の重切削用に理想的です。さまざまなテクノロジーが組み込まれて、立旋盤もますます多機能になっています。
立旋盤の機械構成

立旋盤は、径が1 m~20 m (39.37–787.40 inch) の範囲の部品を加工する事ができます。RAM付きのガントリーデザインが構造のベースになっています。
立旋盤は、非常に高い加工効率を実現します。しかしながら、工具交換時間、部品のロード、固定およびアンロードに時間がかかり、機械の稼働率の面ではデメリットがあります
エネルギー需要と輸送需要の高まりとともに、同心部品を加工するための大型部品の二ーズがここ10年で復活しました。航空エンジン同様ガスタービン、蒸気タービン、風力タービンはすべて旋削加工で作成する大型部品が必要になります。鉄道車輪生産もまた輸送用、新しい市内用および高速旅客路線用の数量が劇的な伸びを見せています。

立旋盤の開発
新世代の多機能加工機の開発は、さなざまなテクノロジーによる推進されています。
機械の外での事前測定は、セットアップタイム、工具交換時間および測定に要する時間を削減します


- クイックチェンジ: 旋削ブロックを備えた機械に手動クイックチェンジユニットを装備することができます。ツールホルダの交換は1分以内で、高い精度と内部給油を実現します。これにより、シャンクツールに比べて、工具セットアップおよび事前測定時間を削減します。
- 自動工具交換: シャンクホルダ付きのツールブロックから油圧機械式クランプホルダへ。工具が自動的に交換されるため、最小ダウンタイムと無人生産を実現。

ダブルRAM

加工効率向上のために、2種類の旋削加工を同時に行うことができます。
回転スピンドル
4コーナークランプあるいはカーブカップリング保持されるさまざまなアタッチメントを使用して、RAM前面中央の主軸を90ヘッドへと動かすことができます。これにより、4軸マシニングセンタが可能になり、時間と労力を必要とする大型部品の旋盤からマシニングセンタへの移動を回避することができます。
ツールマガジン
もっと多くの加工を行い、もっと複雑な部品を加工するために、もっと多くの工具用スペースが必要になります。このスペースは、従来のディス保管ではなく、大型のマシニングセンタや複合加工機に似たチェーンマガジンで確保することができます。

高圧クーラント
クーラントの配管がRAMを通るということは、シーリングの問題に起因する回転スピンドルやタレットのような可動部品がないということです。極端な例では、立旋盤での生産において最大500 bar (7252 psi) の圧力が用いられることもありますが、通常は70 bar (1015 psi) です。
Coroman Capto®を使用した自動工具交換
最新の立旋盤の多用途性の鍵は、ラムの端部で多くのタイプのツールホルダ構成に対応できることです。アタッチメントは自動的に交換されて、別のラックに補完されます。自動工具交換は最高の機械稼働率を実現します。

Coromant Capto®は旋削加工では最適な選定です。同じカップリングサイズで回転スピンドル用もお求めいただけます。これにより、工具保管に対する完璧な柔軟性を実現します。旋削工具、フライス工具、穴あけ工具、ボーリング工具のどの組み合わせも同じツールチェンジャーとマガジンで使用することができます。
- C5, C6, C8, C10は、マニュアルクイックチェンジまたは油圧・機械式自動クランプ用の旋削工具クランプホルダに使用します。方向決めはフレキシブルで、径方向構成、軸方向構成のいずれにも対応可能で、多くの場合RAMがアクセスできるものより短い内径用のボーリングバイト用にも使用されます。
- C8およびC10は回転スピンドルがある場合に使用します。旋削工具、回転工具用に使用するものと同じインターフェースで、使用工具がミックスされたものであっても完璧な柔軟性を発揮します
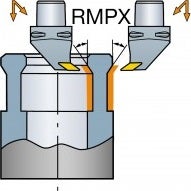
RAMよりも短い径にアクセスできる方法

オフセットスリーブはボーリングバイトを使用する加工用として設計されています。これにより、ボーリングバイトはRAMよりも短い径にアクセスすることができます。
C6 – 最小径: 103 mm (4.055 inch)
C8 – 最小径: 133 mm (5.236 inch)
C5 – 最小径: 76 mm (2.992 inch)
右勝手または左勝手のオフセットショートアダプタを使用すると、同じRAMクリアランスがある大型カッティングヘッドを利用することができます。


軸方向クランプガイド付きの倣い加工用カッティングヘッドをご用意しています。
モジュラーソリューション
モジュラーツーリングシステムは、標準品を使用して、特定の加工用の最適なカスタマイズされたアセンブリを構築することを可能にします。比較的少量の在庫品で膨大な数の組み合わせができ、機械インターフェースに関係なく、共通のツーリングシステムを工場全体で使用することができます。 モジュラーシステムインターフェースは中間インターフェースで、マシンインターフェースとシャンクまたはチップの間に取り付けるものです。加工条件と機械により、モジュラーシステムインターフェースに求められる要件は様々です。 Coromant... chevron_right
スピンドルの選択
マシンスピンドルの選択は金属加工効率の限界を決定付けるため、重要な決定事項です。どのインターフェースが最適であるかについて簡単な答えはありません。 – これは、加工する部品と採用する加工方法に大幅に依存する事項です。最適なインターフェースの選択には機械の標準スピンドルオプションが必ず必要になると考えるべきではありません。 マシンスピンドルの条件 加工に使用しない際には、マシンスピンドルインターフェースは迅速に交換できることが求められます。しかしながら加工時には、切削力が最大限に作用してこのインターフェースを破損させたとしても、マシンスピンドルとカップリングとの連結が維持されることが必要不可欠です。良好な曲げ剛性とトルク対応力のあるインターフェースであることが重要です。 曲げ剛性: 工具の突出し量が大きい場合や重切削の場合に切削プロセスを安定させるために必要になります トルク伝達: 加工径が大きな場合には影響を受けやすくなります。スピンドルの中心線から外れたところに作用する負荷(トルク... chevron_right
立型ターニングセンタ
立型ターニングセンタはターニングセンタと立旋盤とのハイブリット機種として発展しました。 サブスピンドル、テールストックあるいは下部タレットを必要としない短い部品の場合、横型よりも立型構成の旋盤のほうが機械の設置面積を小さくすることができます。 立型ターニングセンタの機械構成 立型ターニングセンタには2つのメインカテゴリがあります: ピックアップ旋盤: 300... chevron_right
工具の段取り
突切り・溝入れ加工で品質の良し悪しを左右するのは、主に工具システムとこのシステムが切削の被削材とともにどのように使われるかです。 突出し量 突切り工具を最適な状態に段取りするため、突出し量が短いツールホルダを使用するとびびりを避けることができます。可能ならサブスピンドルの使用をお勧めします。 突出し量の長い加工においては十分な長さでのクランプを確実なものとするため、バイトを適切に取り付けることが特に重要です。推奨のクランプ長さは4バー径dです。これにより安定した突切り工具の段取りが実現します。円筒アダプタはスプリットスリーブにクランプすることが可能です。大きなアダプタはスプリットベアリングキャップを2個使用してクランプすることができます。 ツールホールディング 正しいツーリングシステムにより、生産性と切削工具の性能が大幅に向上します。 Coromant... chevron_right
