スタックドリル加工

スタックドリル加工とは?
スタックドリル加工は、薄板に多数の穴をあけるために使用される方法です。代表的な加工としては、熱交換器のバッフルプレートやブリッジ用の部品の穴あけ加工があります。
一般的な推奨事項
重ね板のすきまを最小限に抑えることは、スタックドリル加工を成功させるために非常に重要です。これは、プレートをクランプまたは溶接することによって実現できます。一般的な方法は、プレートの間に工業用紙(厚さ約0.5〜1 mm(0.020〜0.039インチ))を挿入して、凹凸を平らにし、振動を減衰させることです。穴あけ加工中の軸方向の力は数千ニュートンになるため、クランプサポートは重要な検討事項です。
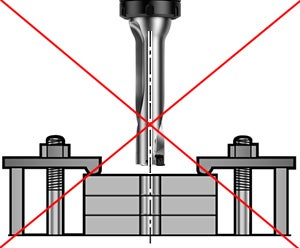
ギャップが最小化されていない場合:
- 円盤状切りくずが薄板に沿って動き、再切削されてドリルを損傷することがある
- 薄板はたわみが大きくなる傾向があり、ドリルが抜けたときに跳ね返って、穴と工具の両方が損傷することがある
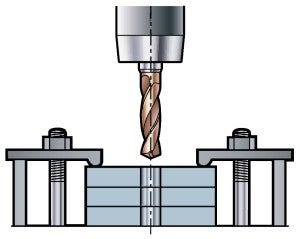
刃先交換式ドリル
- 非対称ドリルポイント工具はスタックドリル加工には使用しないでください。
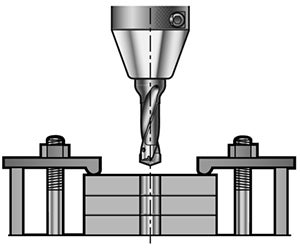
ヘッド交換式ドリル
- 安定したセットアップと治具を確保します
- 可能であれば、プレートの間に工業用紙を使用して、凹凸を滑らかにし、ギャップを最小限に抑え、振動を減らします
- セットアップが良好な場合は通常の切削パラメータを使用し、良好でない場合は送りを下げることを検討
- 加工プロセスと工具寿命を改善するには、シャープなERとコーナR (5%) のTMチップを使用します
- プレート間の切りくずの抜け際には中程度の送り速度を使用します
超硬ソリッドドリル
通常、送りを下げる必要はありません。