Wahl des Spannfutters

Spannfutter werden zur Aufnahme von runden Schaftwerkzeugen verwendet. Es sind zahlreiche Spannfutterausführungen verfügbar und die Wahl des Spannfutters ist abhängig von:
- Anwendung: Schaftfräser, Bohrer, Gewindebohrer, Reibahle
- Werkstoff und Toleranz
- Produktion: Großserien- oder Mischproduktion
- Kühlschmierstoff: Trockenbearbeitung, Emulsion, MMS – innere oder äußere KSS-Zufuhr
Vergleich von Spannfuttern
Die Tabelle unten zeigt einen Vergleich der unterschiedlichen Spannfutterausführungen für optimale Auswahl des Spannfutters.
 |  |  |  |  | |
| Hochpräzisions-Hydraulik-Spannfutter | Schrumpffutter | Kraftspannfutter | ER Spannzangenfutter | Weldon | |
| Herauszieh- Schutz, Drehmoment- übertragung | Sehr gut | Sehr gut | Gut | Akzeptabel | Sehr gut |
| Handhabung | Sehr gut | Akzeptabel | Gut | Gut | Sehr gut |
| Präzision | Sehr gut | Sehr gut | Gut | Akzeptabel | Akzeptabel |
| Flexibilität | Sehr gut | Gut | Sehr gut | Sehr gut | Akzeptabel |
| Zugänglichkeit | Sehr gut | Sehr gut | Akzeptabel | Gut | Akzeptabel |
Zylinderschaft
Der zylindrische Schaft wird gleichmäßig geklemmt und insbesondere für hohe Rundlaufgenauigkeit beim Fräsen, Bohren und Reiben eingesetzt. Ohne Fläche oder Verriegelung weist er Beschränkungen hinsichtlich Drehmoment und Axialkraft auf, bevor der Schaft sich in den Halter bewegt.
Hydraulikspannfutter
Die hydraulische Membran sorgt für eine hohe Spannkraft und hohe Rundlaufgenauigkeit. Es ist leicht anzuwenden, da keine separate Ausrüstung dafür notwendig ist. Spannzangen können verwendet werden, wodurch sich die Anzahl der benötigten Spannfutter reduziert. Außerdem kann der Kühlschmierstoff durch das Werkzeug (Bohren) oder durch die Spannzangen (Fräsen) geleitet werden.
Schrumpffutter
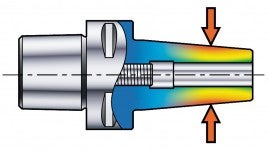
Die Bohrung des Spannfutters ist etwas kleiner als der Schaftdurchmesser, für den Werkzeugwechsel wird das Spannfutter erwärmt, um sich auszudehnen. Zwischen Halter und Werkzeugschaft wird eine unterschiedliche Wärmedehnung benötigt, deshalb werden Schrumpffutter hauptsächlich bei runden Vollhartmetallwerkzeugen eingesetzt. Für den Werkzeugwechsel sind spezielle Vorrichtungen zum Erwärmen erforderlich. Jedes Spannfutter ist genau für einen Schaftdurchmesser und eine Kühlschmierstoffzufuhr ausgelegt. Deshalb ist Schrumpffutter hervorragend für eine zweckbestimmte Produktion geeignet, bei der ein Werkzeugeinrichtraum für den Werkzeugwechsel vorhanden ist.
Schrumpffutter verfügen über eine gute Zugänglichkeit und hohe Rundlaufgenauigkeit mit mittlerer bis hoher Spannkraft.
ER Spannzangenfutter (DIN6499)

Rundlaufgenauigkeit und Spannkraft sind nicht so ausgeprägt wie bei hydraulischen oder Schrumpffuttern. Das ER Spannzangenfutter ist jedoch aufgrund seiner hohen Flexibilität ein wirtschaftliches Allround-Futter für Bohr- und für leichte Fräsanwendungen. Der Werkzeugwechsel kann in der Maschine mit einer Vorrichtung erfolgen. Verwenden Sie ein Drehmomentschlüssel zur Überprüfung auf Überdrehung, was die Präzision einschränkt und das Spannfutter beschädigt.
Schaft mit Fläche
Ein Schaft mit Fläche wird bei Anwendungen mit höherem Drehmoment eingesetzt, bei denen der Verdrehschutz kritischer als die Rundlaufgenauigkeit ist.

Bohreradapter für ISO 9766-Schaft

Die Bohreraufnahme ist für mittlere bis schwere Bohrbearbeitungen geeignet. Fläche ist entlang des Schafts vorhanden, da der Bohrer nur axiale Druckkraft ausübt (Herausziehen stellt keine Gefahr dar); es besteht aber ein axialer Flächenkontakt mit dem Adapter für beste Stabilität. Der Bohreradapter unterscheidet sich von der Weldon-Aufnahme darin, dass die Fläche des Adapters geschliffen und der Schaft für höhere Stabilität länger ist.
Weldon-Aufnahme für DIN 6535-HB Schaft
Die Weldon-Aufnahme oder auch “Fräsadapter" genannt, stellten das traditionelle Futter für Fräsanwendungen dar. Die kurzen Flächen gewährleisten Drehmomentfestigkeit und Schutz vor Werkzeugauszug. Der Nachteil bei Weldon ist jedoch die Rundlaufgenauigkeit, die ein wichtiger Leistungsaspekt bei Fräswerkzeugen ist. Weitaus häufiger wird diese Art von Spannfutter durch hydraulische oder Schrumpffutter ersetzt.


Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
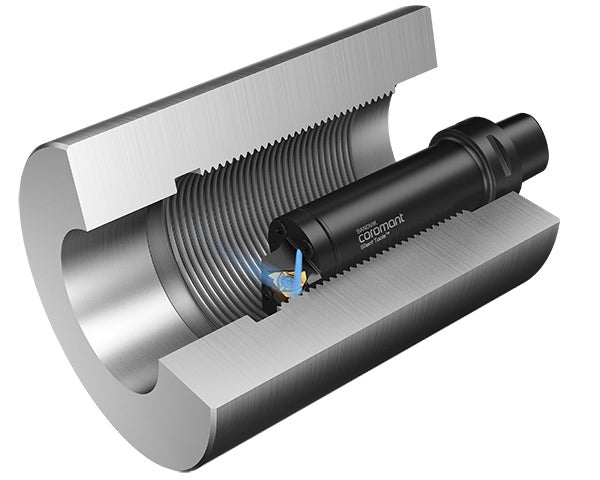
Modulare Schraubkupplung

Die modulare Schraubkupplung bietet zahlreiche Vorteile beim Fräsen und Aufbohren. Bei kleineren Maschinen, die kein Spannfutter benötigen, sind kürzere Messlängen möglich, welche in hohem Maße die Vibrationen verringern. Im Falle von großen Überhängen können Schaftwerkstoff sowie -form einfacher optimiert werden als Vollhartmetallwerkzeuge.
Die längeren Vollhartmetallwerkzeuge für das Fräsen sind teuer. Wenn allerdings nur das Ende genutzt wird, können die Werkzeugkosten beträchtlich gesenkt werden.
Maschinenschnittstellenadapter
Werden hauptsächlich für kleine und mittlere Maschinenspindeln (HSK40/50/63 - Steilkegel #30, 40 - C3/C4/C5/C6) eingesetzt. Alle anderen Spannfutter ragen in die Baugruppe hinein. Durch die dreifache Verkürzung der Messlänge ist der Flanschkontakt das wichtigste Element zur Senkung der Vibrationen und zur Steigerung der Produktivität.

Zylindrischer Schaft aus Stahl/Vollhartmetall
Die Schaftlänge wird entsprechend der besten Auskraglänge aus dem Spannfutter gewählt. Für bis zu 3 x D wird Stahl eingesetzt, bei bis zu 8 x D Vollhartmetall.

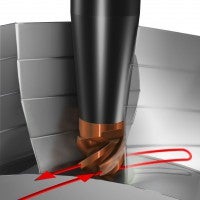
Konischer Schaft aus Stahl/Vollhartmetall
Die konische Form hat großen Einfluss auf die Stabilität. Konische Schäfte sollten immer für die 5-Achs-Bearbeitung eingesetzt werden und, wenn es der Freiraum zulässt. Der Austausch von konischen Vollhartmetall-Schaftfräsern hat große Auswirkungen auf die Werkzeugkosten. Konische Schäfte sind sowohl in zylindrischen Schäften als auch in Coromant Capto® für die Stahlbearbeitung vorhanden.
G-Untermaßschäfte aus Schwermetall
Vibrationen über 3xSchaftdurchmesser stellen immer ein Problem dar. Wird die Auskraglänge auf das absolut notwendige Minimum optimiert, macht genau das den Unterschied. Die Schäfte mit G-Untermaß sind 0.3 mm (0.012 Zoll) kleiner als der Schnittdurchmesser; sie werden wird in Kombination mit speziellen Spannzangen für hydraulische Spannfutter verwendet. Die Schaftlänge kann dabei problemlos verändert werden. Anwendungsbereich: 3 bis -6 x Schaftdurchmesser.

Zylindrischer Schaft mit Vierkantantrieb zum Gewindebohren
Die Gewindebohreradapter wurden für Gewindebohranwendungen in Maschinen mit automatischem Werkzeugwechsel entwickelt. Eine Konstruktion aus Spannung und Druck gleicht die Unterschiede zwischen Spindelvorschub und Gewindesteigung aus. Sogar kleinste Unterschiede zwischen berechnetem Vorschub und aktueller Teilung des Gewindebohrers können zu extrem hohen Schnittkräften an den Gewindebohrerflanken sowie zu einem Anstieg des Schneiddrucks führen. Beim Gewindeschneiden mit einem Gewindebohrer und quadratischem Zylinderschaft, ist es wichtig, die Gewindebohrergröße passend zur Schaftgröße zu wählen.
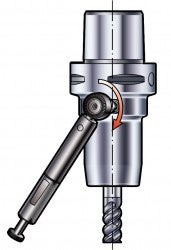
Synchronisierte Gewindebohrerfutter

Die Ausführung synchronisierter Gewindebohrerfutter wie CoroChuck® 970 basieren auf einem Mikrokompensator, der radiale und axiale Abweichungen ausgleicht. Schnittkräfte an den Flanken des Gewindebohrers werden reduziert, was zu einer höheren Oberflächengüte sowie einer längeren Standzeit führt. Verwenden Sie für synchronisierte Gewindebohrerfutter ER Spannzangen mit Vierkantantrieb. Die Verwendung einer Spannzange ohne Vierkantantrieb wird nicht empfohlen. Grund dafür ist das hohe Drehmoment, das den Gewindebohrer in der Spannzange rotieren lässt, wenn sie nicht verwendet wird.
Schnellwechsel

Für Schnellwechsel-Gewindebohreradapter ist es ebenfalls wichtig, die richtige Größe zu verwenden; anderenfalls besteht nicht nur hohe Bruchgefahr, sondern auch das Risiko einer schlechten Toleranz am fertigen Gewinde.
Um die besten Ergebnisse auf Maschinen zu erzielen, die nicht mit einem synchronisierten Gewindebohrfutter ausgestattet sind, sollten folgende Empfehlungen beachtet werden:
- Maschinenvorschub 10 % unter dem theoretischen Wert programmieren (Gewindesteigung Drehzahl). Dadurch kann der Gewindebohrer genau auf der Gewindesteigung arbeiten.
- Gewindebohrtiefe um 10 % verringern, um einen Bruch des Gewindebohrers zu vermeiden.
- Bei der Gewindeherstellung von tiefen Bohrungen in weichen Werkstoffen wie z. B. Aluminium, sollten Vorschub und Tiefe um 3 bis 5 % verringert werden.
Wahl des Spannfutters / Empfehlungen
| Spannfutter | Erste Wahl | Zweite Wahl |
| Wendeplattenbohrer | Bohradapter | |
| Wechselkopfbohrer | Hochpräzisions-Hydraulikspannfutter (nur mit Spannzange verwenden) Bohradapter | |
| Vollhartmetallbohrer | Hochpräzisions-Hydraulikspannfutter Schrumpffutter | ER Spannzangenfutter |
| Reibwerkzeuge | Hochpräzisions-Hydraulikspannfutter Schrumpffutter | ER Spannzangenfutter |
| Gewindebohrer | Synchronisiertes Gewindebohrerfutter | ER Spannzangenfutter Schnellwechsel |
| Wendeschneidplatten-Schaftfräser | Hochpräzisions-Hydraulikspannfutter | Weldon-Aufnahme |
| Schaftfräser mit austauschbarem Fräskopf | Hochpräzisions-Hydraulikspannfutter (große Werkzeuge und lange Überhänge) | EH-Adapter (kleine und mittlere Werkzeuge und kurze Überhänge) |
| Vollhartmetall-Schaftfräser | Hochpräzisions-Hydraulikspannfutter Schrumpffutter | ER Spannzangenfutter |
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
Werkzeugspannung
Der Erhalt einer guten Qualität beim Drehen hängt überwiegend vom Werkzeugsystem... chevron_right
Werkzeugspannung
Der Erhalt einer guten Qualität beim Ab- und Einstechen hängt überwiegend vom Werkzeugsystem... chevron_right
Wahl des richtigen Gewindebohrertyps
Bei der Wahl des richtigen Gewindebohrers sind verschiedene Faktoren zu beachten.... chevron_right
Feinaufbohren
Das Feinaufbohren wird verwendet, um eine vorhandene Bohrung fertigzustellen und... chevron_right